


以下是:文山市丘北縣梅花管廠家-可來廠參觀的產(chǎn)品參數(shù)
材質(zhì) 20#45#10#16Mn20Cr40Cr20CrMoQ235B20G20CrMoTi 產(chǎn)地 聊城 規(guī)格 國標、非標 倉庫所在地 聊城 計重方式 過磅 質(zhì)量等級 范圍 梅花管-可來廠參觀供應(yīng)范圍覆蓋云南省、文山市、丘北縣、硯山縣、西疇縣、麻栗坡縣、馬關(guān)縣、廣南縣、富寧縣等區(qū)域。 【晟旭興】為您提供馬關(guān)無縫鋼管工廠價格、硯山無縫鋼管優(yōu)選原材、廣南無縫鋼管歡迎新老客戶垂詢、麻栗坡無縫鋼管工程施工案例等多元產(chǎn)品與服務(wù)。梅花管廠家-可來廠參觀,晟旭興金屬材料(文山市丘北縣分公司)為您提供梅花管廠家-可來廠參觀,聯(lián)系人:田美杰,電話:【0527-88266222】、【17768165506】。 云南省,文山壯族苗族自治州,丘北縣 2020年,丘北縣完成地區(qū)生產(chǎn)總值122.60億元,增長7.3%,其中,產(chǎn)業(yè)增加值完成34.92億元,同比增長5.8%;第二產(chǎn)業(yè)增加值32.06億元,同比增長11.9%;第三產(chǎn)業(yè)增加值55.62億元,同比增長5.3%。規(guī)模以上固定資產(chǎn)投資132.46億元,增長18.2%。
別再糾結(jié)于文字描述了,觀看視頻,讓梅花管廠家-可來廠參觀產(chǎn)品為你展現(xiàn)真實魅力!
以下是:文山丘北梅花管廠家-可來廠參觀的圖文介紹
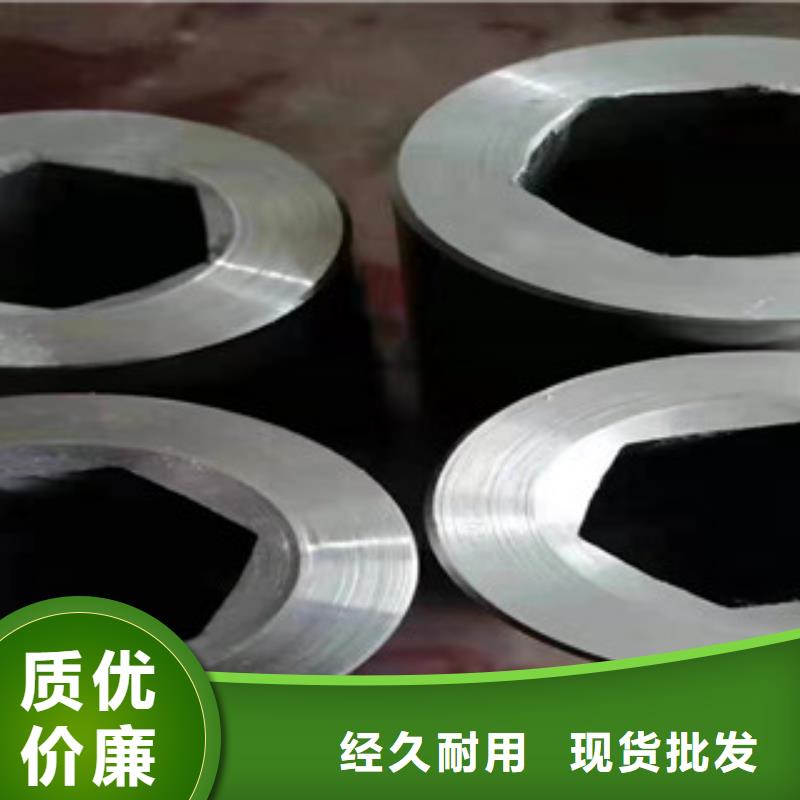
控制六角鋼管出現(xiàn)疤痕的方法
可能很多人都不知道,六角鋼管內(nèi)也會出現(xiàn)疤痕,那么,這些疤痕是什么?這些疤痕就是一個個像黃豆粒大小不一的坑坑洼洼的小坑,里面會出現(xiàn)灰褐色或灰黑色的異物,那么,我們應(yīng)該如何來有效的控制六角鋼管中的疤痕?下面來說八種可以有效控制六角鋼管疤痕的方法。
(一)除氧化物劑粉末粒度一般要求在16目左右。
(二)根據(jù)六角鋼管內(nèi)表面面積確定除氧化物劑的噴吹量,一般為1.5-2.0g/dm2,不同直徑、長度的管材噴吹得除氧化物劑量是不同的。
(三)吹掃時間應(yīng)根據(jù)管材直接、長度進行調(diào)節(jié),以管材內(nèi)沒有懸浮的金屬氧化物再被吹出為標準。
(四)芯棒潤滑效果不好或芯棒潤滑劑溫度過低,會產(chǎn)生內(nèi)結(jié)疤。為了提高芯棒溫度,可采取一次水冷卻的辦法。
(五)除氧化物劑中硬脂酸鈉的含量要達到12%以上,以使其能在六角鋼管內(nèi)腔中充分燃燒。
(六)嚴格控制芯棒的溫度,保證噴涂潤滑劑前芯棒表面溫度在80-120℃,芯棒溫度不能長時間高于120℃,以保證預(yù)穿前其表面的潤滑劑干燥并致密,操作工應(yīng)經(jīng)常檢查芯棒潤滑狀況。
(七)噴嘴高度應(yīng)根據(jù)六角鋼管直徑進行調(diào)節(jié),以保證對中良好。每個班次要清理一次噴嘴,長時間停機要拆下噴嘴進行清洗。為保證除氧化物劑在管材內(nèi)壁均勻吹掃,在噴吹除氧化物劑工位使用選裝裝置,并配以旋轉(zhuǎn)氣壓。
(八)噴吹壓力應(yīng)與管材直徑、長度相配合,既保證吹掃有力,燃燒充分,又不能有未完全燃燒的除氧化物劑被氣流從六角鋼管內(nèi)吹走。
六角鋼管廠家在對六角鋼管進行加工的時候,通常會為了讓產(chǎn)品可以在各種不同情況下都能保證質(zhì)量,就需要控制一些方面來應(yīng)對這些情況。在操作冷拔機或者是矯直機之前,需要先把工作場所的垃圾全部都清理干凈,要保持工作臺的一個情節(jié),而且在作業(yè)之前還要檢查各個軸承的出油量,以及各轉(zhuǎn)動軸軸孔里面還有多少油,要是沒有達到規(guī)定的高度則就要先把潤滑油加好。加工的時候要嚴格按照冷拔機的說明進行一定的操作,對于那種超過了冷拔尺寸的產(chǎn)品是補鞥呢進行加工的,因為如果強制操作會對冷拔機造成損傷的。另外就是模具要是經(jīng)過了長時間的使用,然后導(dǎo)致磨損就需要換新的了,這樣才能保證產(chǎn)品的生產(chǎn)質(zhì)量是合格的。
而說到的在六角鋼管廠家對冷拉方鋼進行加工的時候,需要控制的主要幾個方面就是六角鋼管應(yīng)力控制,冷拔率測定控制要求,還有不同爐批的冷拔控制,以及冷拔速度控制。像對于幾種級別的鋼筋還有五號鋼在冷吧之后,作為預(yù)應(yīng)力鋼筋使用就要控制冷拔應(yīng)力,但是鋼筋冷拔之后經(jīng)過檢查發(fā)現(xiàn)冷拔率超過了規(guī)定值,那么就還需要進行機械能試驗。而以冷拔率控制鋼筋冷拔時,控制值要由試驗確定。對于那種分不清爐批的鋼筋,在進行冷拔的時候就不能用冷拔率控制,而且要冷拔多根連接的鋼筋,每根的冷拔率和控制應(yīng)力都要符合規(guī)范規(guī)定。如果要讓鋼筋充分變形,就要適當控制冷拔速度,同時冷拔到規(guī)定的應(yīng)力和冷拔率以后,隨即停拉兩到三以后再放松結(jié)束冷拔,這樣可以給鋼筋充分變形的時間。
六角鋼管的波浪缺陷分析
六角鋼管在退火時可能會出現(xiàn)局部波浪形,表現(xiàn)為中間浪和邊浪,少量二肋浪。這種缺陷一般與來料質(zhì)量、機組爐底輥磨損程度、加熱和冷卻時的熱應(yīng)力等因素有關(guān)。我們可以采取以下措施來進行:
(一)通過增加控冷風(fēng)機的輸出量,通過增加快冷風(fēng)機的輸出功率來進行調(diào)整。
(二)在異型管生產(chǎn)過程中,通過高低牌號調(diào)整和爐內(nèi)氣氛控制減少結(jié)瘤磨輥的時間,從而減少碳套輥的整體磨損。如果此時還出現(xiàn)碳套輥整體磨損邊浪,則是碳套輥超期服役造成的。
(三)為兩側(cè)邊浪,減少異型管帶鋼邊部氮氣通入量,增加二肋氮氣通入量,將控冷擋板的比例由原來的2-5-9-5-2調(diào)整為1-6-9-6-1。
(四)正常情況下,連退爐內(nèi)帶鋼張力根據(jù)帶鋼規(guī)格計算設(shè)定,原則是保證帶鋼的穩(wěn)定運行。張力過小,影響糾偏輥的糾偏能力,不能保證帶鋼在爐內(nèi)中間運行的軌跡,使帶鋼在爐內(nèi)跑偏,嚴重時造成刮邊。來料出現(xiàn)不平度為1.5%的浪形時,爐內(nèi)張力應(yīng)適當調(diào)低。
(五)生產(chǎn)中要使爐子兩側(cè)燒嘴燃燒的數(shù)量一致且分布對稱,根據(jù)儀表顯示和火焰顏色調(diào)整燃燒狀態(tài),使異型管帶鋼在無氧化爐內(nèi)加熱均勻,以防止產(chǎn)生加熱浪形。
(六)碳套的使用周期根據(jù)生產(chǎn)規(guī)格和牌號可以有一定區(qū)別,生產(chǎn)牌號越高,碳套使用周期越短;生產(chǎn)規(guī)格越窄,碳套使用周期越短。建議中低牌號連退退火機組碳套使用周期為4-6個月。
(七)保證碳套輥與異型管鋼帶的同步性。在設(shè)定爐輥速度時,要考慮帶鋼的熱膨脹,根據(jù)對應(yīng)爐段的不同溫度進行爐輥的速度補償,使每根爐輥的速度都和相應(yīng)的帶鋼速度一致,以減少爐輥和帶鋼速度不同步造成的爐底輥磨損。
文山丘北晟旭興金屬材料有限公司是文山丘北地區(qū)較早生產(chǎn)經(jīng)營 無縫鋼管的生產(chǎn)型企業(yè),采用現(xiàn)代化管理方法,以質(zhì)量控制求生存,以擴大品種謀發(fā)展,我公司主要生產(chǎn) 無縫鋼管等產(chǎn)品。 公司深入開展企業(yè)內(nèi)部的各項基礎(chǔ)管理工作,以提高技術(shù)為先導(dǎo)狠抓了質(zhì)量,使企業(yè)享有很高的信譽,依靠嚴格的科學(xué)管理,雄厚的技術(shù)力量,上乘的質(zhì)量,為用戶提供了滿意的 無縫鋼管產(chǎn)品。 在激烈的市場競爭中以振興民族工業(yè)為己任,信譽為本,一如既往地竭誠為廣大用戶提供合格的 無縫鋼管產(chǎn)品和服務(wù)。
點擊查看晟旭興金屬材料(文山市丘北縣分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
梅花管廠家-可來廠參觀_晟旭興金屬材料(文山市丘北縣分公司),固定電話:【17768165506】,移動電話:【0527-88266222】,聯(lián)系人:田美杰,開發(fā)區(qū)嶗山路2號。











