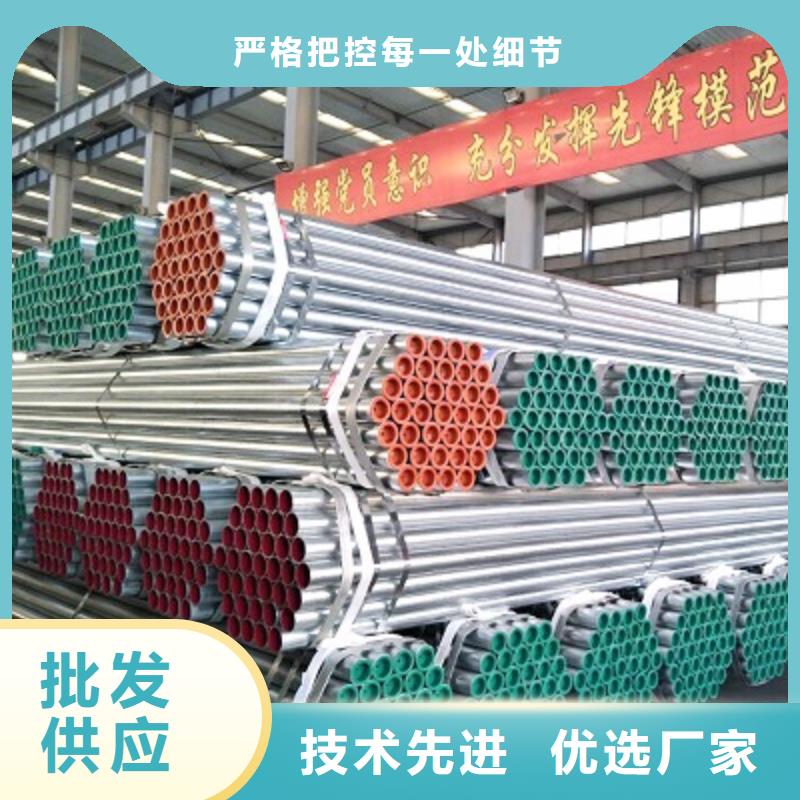
以下是:湖南省衡陽市襯塑鋼管、襯塑鋼管生產廠家_規格齊全的產品參數
名稱 襯塑復合管 材質 Q235B 執行標準 GB/T28897-2012 長度 6米 范圍 襯塑鋼管、襯塑鋼管_供應范圍覆蓋湖南省、長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、婁底市、湘西市、永州市、郴州市 珠暉區、雁峰區、石鼓區、蒸湘區、南岳區、衡南縣、衡山縣、衡東縣、祁東縣、耒陽市、常寧市等區域。 【利達】為客戶提供多樣化產品,包括衡南鍍鋅鋼管廠家直銷、雁峰鍍鋅鋼管品牌企業、張家界鍍鋅鋼管一站式采購、永州鍍鋅鋼管供應采購、郴州鍍鋅鋼管生產經驗豐富、長沙鍍鋅鋼管拒絕中間商、益陽鍍鋅鋼管大廠生產品質、婁底鍍鋅鋼管專業生產N年、常德鍍鋅鋼管準時交付等,適配多元場景需求。襯塑鋼管、襯塑鋼管生產廠家_規格齊全,利達管道科技(衡陽市分公司)為您提供襯塑鋼管、襯塑鋼管生產廠家_規格齊全,聯系人:賈經理,電話:【0527-88266888】、【17768165506】。 湖南省,衡陽市 2022年,衡陽市實現地區生產總值4089.69億元,同比增長5.2%。
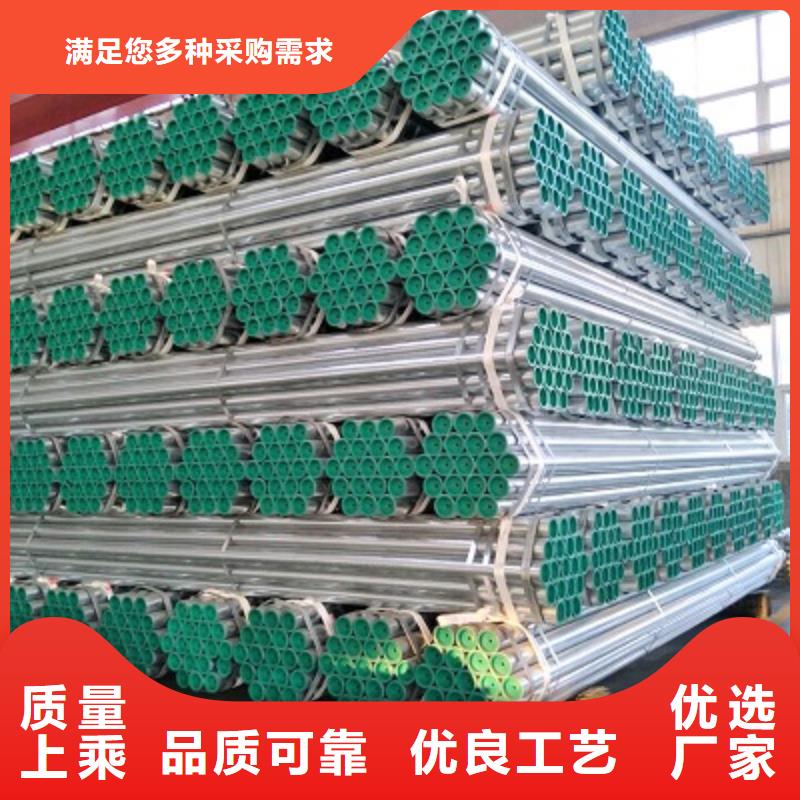
想知道襯塑鋼管、襯塑鋼管生產廠家_規格齊全產品有多棒?看視頻就夠了,它比千言萬語都更有說服力!以下是:湖南衡陽襯塑鋼管、襯塑鋼管生產廠家_規格齊全的圖文介紹湖南衡陽利達管道科技有限公司常年備有大量的 鍍鋅鋼管現貨庫存,規格全,公司堅持以人為本,以“學習、分享、感恩、正直、尊重、責任”為企業價值觀。先進的設備、科學的規范化管理、嚴格的質保體系、高素質的核心團隊是公司核心競爭力。相信湖南衡陽利達管道科技有限公司是值得信賴的合作伙伴,公司將繼續在“為滿足客戶需求而精益求精”的使命指導下,如既往地為廣大客戶提供優質、及時、完善的服務。
天津利達襯塑鋼管市場成交,生產銷售利達鋼管,襯塑鋼管,襯塑復合管,
常年銷售:無縫鋼管,不銹鋼管,合金管,圓鋼,鋼板,4分-10寸鍍鋅管,高頻焊管,熱鍍鋅管
,冷鍍鋅管,熱鍍鋅帶管,直縫焊管,熱鍍鋅鋼管,牛頭焊管,天津焊管,天津高頻焊管,螺旋鋼管,架子管,農
業大棚管蔬菜大棚管,大棚鍍鋅管,溫室大棚管,熱擴鋼管,去焊筋焊管,穿線管,方矩管,托輥專用管,石油套
管:產品主要供應國內石油、化工、電力、鍋爐、機械加工等行業,還用于流體輸送、燃氣、供熱、工程建設、橋
梁、建筑、鋁廠初建等,也是消防、地質鉆探、船舶器材等。我公司專業生產加工磨筋管、熱擴管、長期經營,焊
管、熱鍍鋅管,冷熱鍍鋅,無縫鋼管,無縫管,螺旋管,帶鋼,型鋼閥門建材等。我公司與邯鋼,承鋼,唐鋼,邢
臺德龍,唐山國豐,天鋼,建立了長期購銷關系,為進一步公司的整體素質,與國際市場接軌,我公司一定要
嚴格質量,生產客戶滿意產品,做好服務客戶公仆。
psp鋼塑復合壓力管是我國近年來發展的一種新型管材。鋼塑復合壓力管是新型金屬與塑料復合的管材,以焊接鋼管為中間層,內外層為聚乙烯塑料,采用專用熱熔膠,通過擠出成型方法復合成一體的管材。此管材的縮寫為PSP鋼塑復合管。相對塑料管具有承壓高、抗沖擊力強等特點;內外層的塑料起到了防腐蝕作用,具有內壁光滑、耐化學腐蝕、無污染、流體阻力小、不結垢、不滋生微生物、流體不受二次污染等優點,使用壽命高達50年。 該管材克服了鋼管存在的易銹蝕、有污染、笨重、使用壽命短和塑料管存在的強度低、膨脹量大、易變形的缺陷,而又具有鋼管和塑料管的共同優點,如隔氧性好、有較高的剛性和較高的強度,埋地管容易探測等。
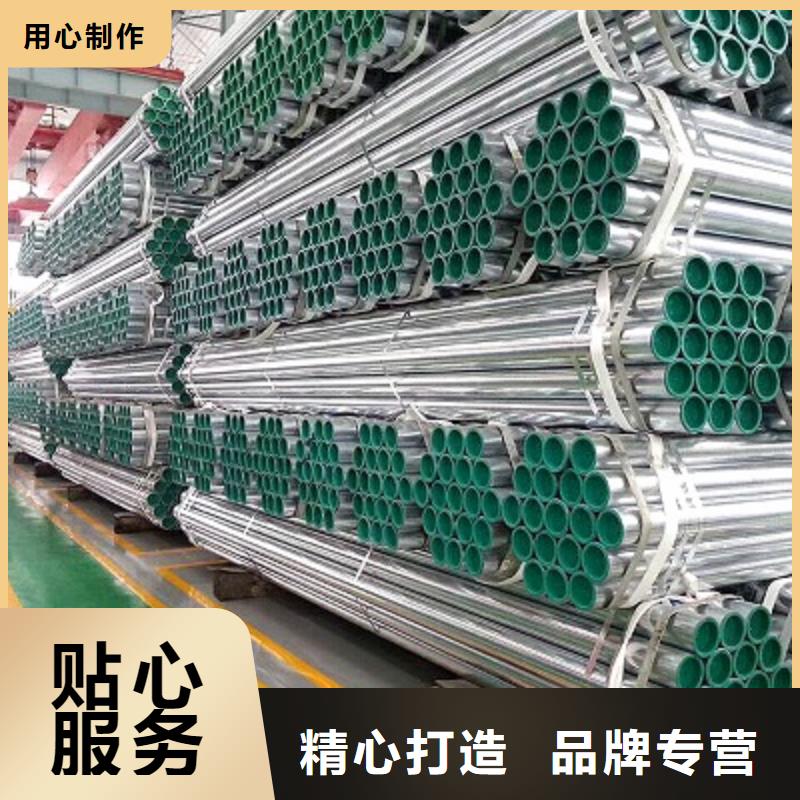
2、涂塑鋼管
定義:涂塑鋼管是以鋼管為基管,以塑料粉末為涂層材料,在其內、外表面熔融涂覆上一層塑料層,或其他材料防腐層的鋼塑復合產品。
分類:涂塑鋼管根據涂層材料的不同分為聚乙烯涂層鋼管和環氧樹脂涂層鋼管。
涂塑材料:聚乙烯粉末和環氧樹脂粉末。
涂塑工藝:鋼管前處理后進行加熱,進行高速涂塑處理,然后進行固化處理而形成的鋼塑復合產品。
安裝施工:涂塑鋼管可以根據施工現場需要,任意切割長度,切斷后經修補可以繼續使用。涂塑鋼管可以在施工現場提前預制。涂塑鋼管不會因涂層而產生縮徑現象。
襯塑鋼管、襯塑鋼管生產廠家_規格齊全_利達管道科技(衡陽市分公司),固定電話:【17768165506】,移動電話:【0527-88266888】,聯系人:賈經理,天津西青區中北鎮萬卉路南段西側華亭麗園三區31-2-802-1。









