
以下是:海口市龍華區異型管公司報價的產品參數【千鶴】持續拓展產品矩陣,現有美蘭精密管工期短發貨快、瓊山精密管制造廠家、秀英精密管精工細致打造等,滿足不同場景需求。異型管公司報價,千鶴鋼管(海口市龍華區分公司)為您提供異型管公司報價的資訊,聯系人:賀經理,電話:【18864897226】、【18864897226】。
想要更直觀地感受異型管公司報價產品的魅力嗎?那就趕緊點擊視頻,開啟你的采購之旅吧!以下是:海口龍華異型管公司報價的圖文介紹
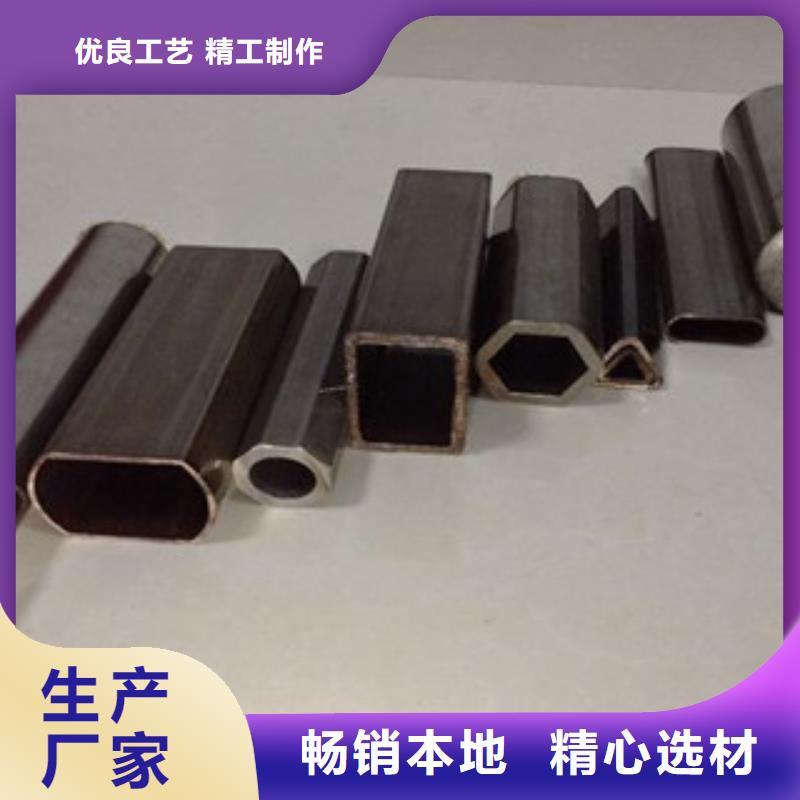
異型管已經在很多地方都有所運用了,下面就說一下異型管的簡介。異型無縫鋼管是除了圓管以外的其他截面形狀的無縫鋼管的總稱。
按鋼管截面形狀尺寸的不同又可分為等壁厚異型無縫鋼管(代號為D)、不等壁厚異型無縫鋼管(代號為BD)、變直徑異型無縫鋼管(代號為BJ)。
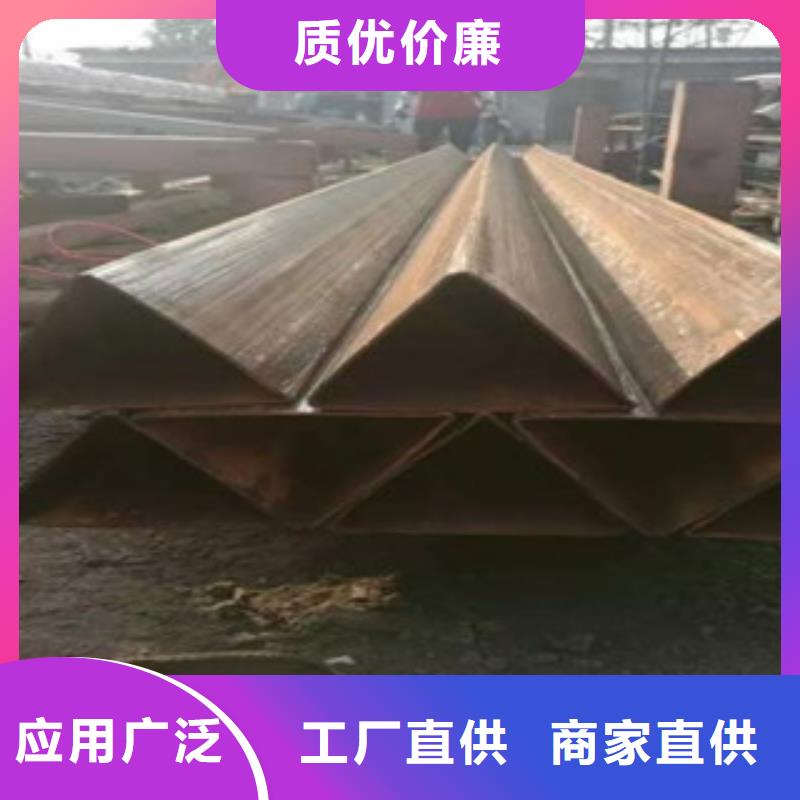
異型無縫鋼管廣泛用于各種結構件、工具和機械零部件。和圓管相比,異型管一般都有較大的慣性矩和截面模數,有較大的抗彎抗扭能力,可以大大減輕結構重量,節約鋼材。
鋼管異型管可分為橢圓形異型鋼管、三角形異型鋼管、六角形異型鋼管、菱形異型鋼管、八角形異型鋼管、半圓形異型鋼圓,不等邊六角形異型鋼管、五瓣梅花形異型鋼管、雙凸形異型鋼管、雙凹形異型鋼管、瓜子形異型鋼管、圓錐形異型鋼管、波紋形異型鋼管。
從事管件焊接作業的焊工應通過質量技術監督部門的考試并取得相應資質方可從事相關鋼種的焊接工作(根據一些行業的規定,用于一些行業的焊接管件要取得行業規定的焊工考試和焊接工藝評定,如船用管件的焊接要取得相應船級社的焊工考試和焊接工藝評定)。
熱處理熱處理工序是管件制造的重要組成部分。通過加熱、保溫及冷卻的熱處理步驟,成形過程產生的加工硬化、殘余應力、金屬變形缺陷等,使成形后管件的金屬組織、性能發生變化,恢復到變形加工前的狀態或使其性能可以改善和提高。
常用的熱處理裝備為反射爐、電爐等;通常的控制方式為爐內的熱電偶通過傳感器連接到溫度-時間自動記錄儀的控制裝置上進行。不同的管件產品標準中對熱處理的規定不盡相同。并非所有經過變形的管件均要進行熱處理,通常,對于低碳鋼材料的管件其成形溫度不低于723℃(再結晶溫度)時,可不用進行熱處理,因在此溫度條件下其組織狀態基本上是正火狀態,低于這一溫度或高于980℃時應進行熱處理;合金鋼或不銹鋼材料的管件不論采用冷成形或熱成形,均應進行熱處理。對熱處理的常規檢驗一般通過硬度試驗完成。
影響異型管脫磷的十點因素:脫磷的有利條件是高堿度、氧化性強和流動性良好的爐渣,以及較低的溫度。而影響異型管脫磷的因素主要有以下十點:(一)增加爐渣中氧化鐵含量,可加速石灰的渣化和改善熔渣的流動性,有利于脫磷反應;(二)當爐渣堿度較高和氧化鐵含量較高時,都會使脫磷效果提高,但應指出爐渣堿度過高時,由于爐渣變稠,反而會使脫磷效果降低;(三)當爐渣中氧化鐵含量過多時,由于其對爐渣的“稀釋”作用,也會使脫磷效果降低;(四)鋼液中有較多的磷進入爐渣中,隨著爐溫升高,磷的分配比降低,即會發生反磷現象;(五)爐溫過低,不利于石灰的渣化,并影響熔渣流動性,也阻礙脫磷反應的進行;(六)當控制鋼液溫度在1550-1580℃,爐渣堿度R=3左右,其流動性良好時,磷的分配比高,脫磷效果顯著;(七)若原料中磷含量高,好是采用爐外脫磷處理;也可采用雙渣操作,或適當的加大渣量;(八)當前采用濺渣護爐技術,爐渣中MgO含量較高,要注意調整好熔渣流動性,否則對異型管脫磷也有影響;(九)脫磷是鋼-渣界面反應,因此具有良好流動性的熔渣,進行充分的熔池攪動,會加速脫磷反應,提高脫磷效率。(十)為了保證異型管鋼液的含磷量不超過規格要求,應將氧化期末含磷量作為扒除氧化渣開始還原的條件之一。一般規定,鋼液含磷量低一半以上,才可以扒除氧化渣進行還原。
焊接異型管之前需要注意的事項;現如今,異型管已經成為了家庭中,設備中非常常見的一款管道,那么,在焊接異型管之前,需要注意哪些問題?下面總結出六點來。希望大家能夠仔細閱讀。(一)檢查水、電、氣是否接通,并按要求全部連接好,不能松動。水、電、氣都是異型管焊接過程中的危險因素,所以在焊前一定要檢查好。(二)使用相關工具清潔母材表面,即用刷子或砂紙徹底母材表面水、油、氧化物等雜質,以保證焊接質量。(三)要注意異型管焊接工作場所的清理,不能有易燃、易爆物,采取避風措施等。(四)認真檢查焊機的接線是否符合要求,電線質量問題是容易引發事故的因素,所以一定不能掉以輕心。(五)對異型管母材進行焊前檢查,因為這直接關系著焊接效果,所以是很在必要的。(六)重要焊接結構要采用化學清洗法進行清潔。可簡單地采用丙酮或燒堿硫酸等清洗其表面的水、油、高熔點氧化膜、氧化物等污染物。
海口龍華千鶴鋼管有限公司優異的 精密管產品和卓越服務受到廣大用戶的青睞與國內外廣泛贊譽,成為值得尊敬和信賴的合作伙伴。始終堅持“誠信立業,追求卓越,合作共贏,共同發展”,竭誠歡迎各界朋友來廠參觀指導,洽談業務。我們愿與您攜手共進,互惠雙贏,共創未來!
要防止異型管轉爐噴濺的產生,需要采取以下方法:一、吹煉過程槍位控制的基本原則是繼續化好渣、化透渣、快速脫碳、不噴濺、熔池均勻升溫。吹煉中期的特點是強烈脫碳,在這個階段中,不僅吹入的氧氣全部用于碳的氧化,而且渣中的氧化鐵也大量被消耗,流動性下降,出現返干現象,影響硫、磷的去除甚至于發生回磷現象,噴濺也嚴重。為了防止異型管中期爐渣返干,應該適當提槍。二、保持合理的爐型是在現有技術和設備條件下控制噴濺有效的方法,如應有適當的爐底高度和液面,根據冶煉鋼種采取合適的底吹模式,如果發現爐底上漲較高,要及時采取措施進行處理,處理爐底操作應采取勤、輕處理原則。三、做好熱平衡,力求做到熱量略富裕,這樣既能保住終點碳,又不因為熱量太富裕冷卻料用量大噴濺難控制。還可以采用留渣操作,濺渣護爐時不要把爐渣濺干,在爐內留部分爐渣,剩余的爐渣在下爐吹煉時有利于前期快速成渣,同時減少了冷卻劑的加入量和爐渣的泡沫化程度.
異型管公司報價,千鶴鋼管(海口市龍華區分公司)專業從事異型管公司報價,聯系人:賀經理,電話:【18864897226】、【18864897226】,以下是異型管公司報價的詳細頁面。
















