

以下是:泉州市南安市電解拋光加工品質(zhì)上乘的產(chǎn)品參數(shù)
材質(zhì) 不銹鋼、不銹鐵 生產(chǎn)場地 深圳市寶安區(qū) 規(guī)格 奧氏體。馬氏體 類型 來料加工 顏色 鏡面 品牌 燈鼎 型號 DD-606 可定制 是 生產(chǎn)日期 2019-2022 價格 0.01元 生產(chǎn)時長 3小時 是否生產(chǎn)型 是 范圍 電解拋光加工品質(zhì)上乘供應(yīng)范圍覆蓋福建省、泉州市、南安市、鯉城區(qū)、豐澤區(qū)、洛江區(qū)、泉港區(qū)、惠安縣、安溪縣、永春縣、德化縣、金門縣、石獅市、晉江市等區(qū)域。 【】為您提供石獅不銹鋼電解拋光選擇大廠家省事省心、惠安不銹鋼電解拋光品種全、安溪不銹鋼電解拋光海量庫存、豐澤不銹鋼電解拋光現(xiàn)貨、泉港不銹鋼電解拋光現(xiàn)貨銷售、鯉城不銹鋼電解拋光源廠供貨等多元產(chǎn)品與服務(wù)。電解拋光加工品質(zhì)上乘,不銹鋼電解拋光廠(泉州市南安市分公司)為您提供電解拋光加工品質(zhì)上乘產(chǎn)品案例,聯(lián)系人:姚先生,電話:【0527-88266222】、【17768165506】。 福建省,泉州市,南安市 南安置縣于三國東吳永安三年(260年),名“東安縣”。之后朝代更迭,曾改用晉安、梁安等,隋開皇九年(589年)始稱南安縣,唐嗣圣初(684年)置武榮州,故南安又別稱武榮。南安歷史上曾一度是閩南的政治、經(jīng)濟和文化中心,素有“海濱鄒魯”之稱,境內(nèi)豐州金雞古港曾是古代“海上絲綢之路”的起點。唐代開八閩文化之先聲的歐陽詹,明代杰出的思想家李贄,民族英雄鄭成功,一代名將葉飛,知名愛國華僑李光前、黃仲咸,祖籍地都在南安。南安是清代泉州三邑之一,由于近代有大量南安人遷居海外,南安也成為中國僑鄉(xiāng)。
我們的現(xiàn)場實拍視頻將帶您走進(jìn)電解拋光加工品質(zhì)上乘產(chǎn)品的世界,讓您親眼見證其優(yōu)點和特點,為您的購買決策提供有力支持。
以下是:泉州南安電解拋光加工品質(zhì)上乘的圖文介紹
不銹鋼化學(xué)鈍化液:
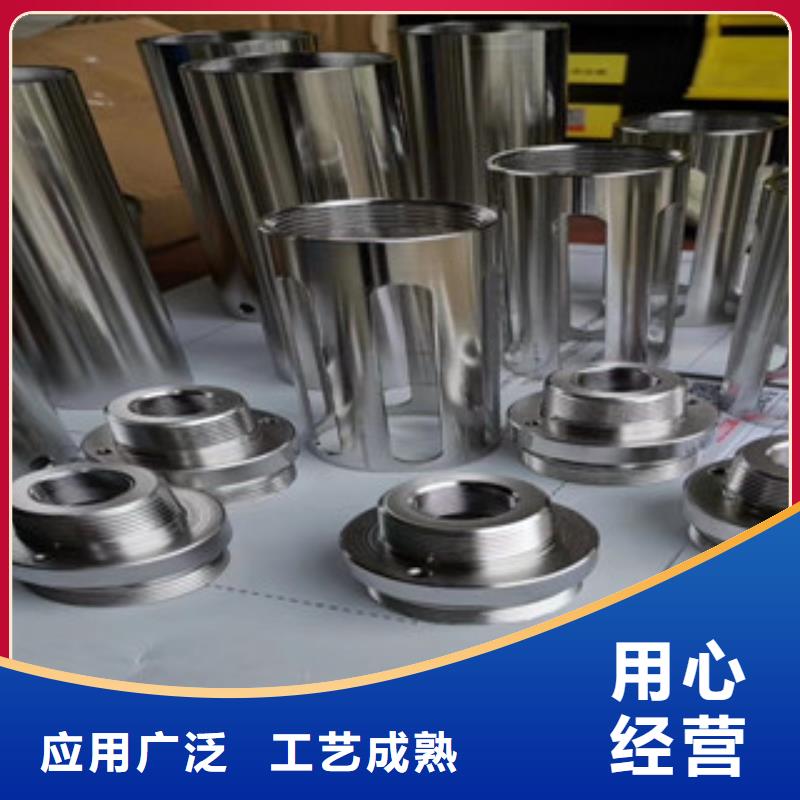
用于不銹鋼清洗鈍化,處理后不破壞不銹鋼原有色澤,對于拉絲、噴砂、拋丸,特別是鏡面光亮的不銹鋼均不影響其原有效果;針對各類型號的不銹鋼材質(zhì)的鈍化要求,可提供針對性的藥水,效果更佳。本產(chǎn)品為非強酸、強堿性配方,為微弱堿性或中性
性能特點
1.本電解拋光適用范圍廣,可適用200、300、400系列各種材質(zhì)的不銹鋼。
2.電解拋光不含鉻離子,符合當(dāng)今環(huán)保要求,節(jié)省環(huán)保設(shè)備投資及廢水處理費用。
3.電解拋光電流密度小,電壓低,電能消耗較傳統(tǒng)工藝低1倍以上。
4.電解拋光效率高,質(zhì)量好,數(shù)分鐘內(nèi)可拋至鏡面光亮。
5.電解拋光液使用壽命長,易于維護(hù)管理。
二 使用方法
原液使用,鉛板做陰極(負(fù)極),工件做陽極(正極),60-90度,電流密度10-25安培/平方分米,電壓8—10伏,時間5-8分鐘。
工藝流程:(除油除銹活化→水洗→晾干)→電解拋光→水洗→鈍化→水洗→中和→水洗
三 注意事項
1.拋光液液面與拋光槽頂部之間的距離不應(yīng)≤15cm。
2. 不銹鋼工件在進(jìn)入拋光槽之前應(yīng)盡可能將殘留在工件表面的水分除去,因工件夾帶過多水分有可能造成拋光面出現(xiàn)嚴(yán)重麻點,局部浸蝕而導(dǎo)致工件報廢。
3. 在電解拋光過程中,作為陽極的不銹鋼工件,其所含的鐵、鉻元素不斷轉(zhuǎn)變?yōu)榻饘匐x子溶入拋光液內(nèi)而不在陰極表面沉積。隨著拋光過程的進(jìn)行,金屬離子濃度不斷增加,當(dāng)達(dá)到一定數(shù)值后,這些金屬離子以磷酸鹽和硫酸鹽形式不斷從拋光液內(nèi)沉淀析出,沉降于拋光槽底部。為此,拋光液必須定期過濾,去除這些固體沉淀物。
本廠銷售 不銹鋼電解拋光,產(chǎn)品質(zhì)量保證,本著“專業(yè)專注、服務(wù)”的態(tài)度,我們堅信“誠信”才是生存的大道。“小勝憑智,大勝靠德”,歡迎新老客戶來電咨詢。 泉州南安不銹鋼電解拋光廠期待以優(yōu)質(zhì)的產(chǎn)品和服務(wù),與您共創(chuàng)美好未來。
為獲得良好的拋光效果,電流密度和電壓是緊密相關(guān)的。通常,電壓升高電流密度隨之增大,但這一現(xiàn)象只會繼續(xù)到一個臨界點。一旦達(dá)到這一點,電流密度將急速下降,電壓仍相應(yīng)增高,超過這一點,電壓和電流密度又穩(wěn)步增長。電拋光只有在電流密度比臨界點高時才會發(fā)生,低于這一點則出現(xiàn)腐蝕。通常電拋光使用直流電,在5.5一55.SA/dm2產(chǎn)生。
電地光對金屬的溶解極少,從奧拋光后的表面猜飾情況及拋光后的表面精飾處理來看,拋光厚度通常在2.5~65μm之間。深劃痕、沖壓記號及金屬中的非金屬夾雜物往往比電拋光失去的厚度深,雜亂的顆粒線和深深的劃痕(由粗研磨所致),在其后的精加工中不能被去除。而電拋光可將它們?nèi)コ@些線和刻痕初是肉眼看不見的。電拋光是一項較快的操作,通常在2~12分鐘內(nèi)完成。但如果從粗糙表面開始或必須去除較大量的金屬(如控制尺寸或去毛刺),則將會需要更長的時間。
一些以硫酸為基除灰的商品化除灰添加劑,大多添加一種或多種添加劑,如氧化劑等。
1.溶液的溫度與電壓的關(guān)系
在額定的范圍內(nèi)溶液的溫度越低,所需的電壓應(yīng)越高,因為溶液溫度較低時氧化膜生成速度較緩慢,膜層較為致密,為獲得一定厚度的氧化膜,陽極氧化過程需升高電壓。當(dāng)溶液的溫度較高時,氧化膜的溶解速度加塊,且生成的氧化膜是疏松的,此時降低電壓能適當(dāng)改善氧化膜的質(zhì)量。
2.陽極氧化溶液溫度與時間的關(guān)系
溶液的溫度越低,所需的陽極氧化時間應(yīng)越長。因為溶液溫度較低時氧化膜的生成速度緩慢。溶液的溫度升高時則氧化膜的生成速度加快。此時要縮短陽極氧化時間,否則由于氧化膜的外層電阻加大而導(dǎo)致膜層溶解,出現(xiàn)工件尺寸的改變、表面粗糙掉膜的現(xiàn)象。
以上措施只是在既無降溫設(shè)備,又無加溫裝置的條件下采取的應(yīng)急措施。
二、染黑色溶液的配方與配制過程
1.配方及工藝條件酸性毛元
ATT 20~30g/L
酸性湖藍(lán)
2~3g/L
溫度
50~70℃
時間
10~15min
PH值
3~3.5(或4.5~5.5)
2.配制方法
首先煮沸溶液,促使染料溶解完全,保證無疙瘩。待溶液冷卻后用濾紙過濾,濾去不溶物微粒及液面上漂浮的油狀物質(zhì)。后測量pH值,用冷醋酸或氨水調(diào)整至工藝要求。
很多業(yè)內(nèi)朋友都知道,不銹鋼模具是需要進(jìn)行拋光后才能使用的。那么大家知道常見的不銹鋼模具拋光方法有哪幾種嗎?小編今日從東莞拋光廠天鐵五金獲悉,目前常用于不銹鋼模具拋光的拋光工藝主要有三種。
1、不銹鋼電解拋光
不銹鋼電解拋光工藝是一種利用電解化學(xué)反應(yīng)變化使不銹鋼零件表面平整光潔的拋光工藝的統(tǒng)稱。該拋光方式一般以被拋工件為陽極,不溶性金屬為陰極,兩極同時浸入到電解槽中,通以直流電而產(chǎn)生有選擇性的陽極溶解,工件表面逐漸整平,從而達(dá)到工件增大表面光亮度的效果。不銹鋼電解拋光工藝一般要經(jīng)過除油、除銹、電解拋光、中和、鈍化、包裝等工序,并且在除油、除銹、電解拋光、中和、鈍化工序間經(jīng)過水洗工序。不銹鋼電解拋光對電解拋光液一般都是有著嚴(yán)格的要求,不同材質(zhì)的不銹鋼使用的電解拋光液也不一樣,同一種拋光液應(yīng)用在不同的不銹鋼材料,得到的拋光效果也不一樣。
2、機械拋光
機械拋光是靠切削、材料表面塑性變形去掉被拋光后的凸部而得到平滑面的拋光方法,一般使用油石條、羊毛輪、砂紙等輔料展開拋光工作。機械拋光在不銹鋼模具拋光工藝中的應(yīng)用一般是起到增加不銹鋼的清潔衛(wèi)生程度作用。
3、化學(xué)拋光
化學(xué)拋光是靠化學(xué)試劑的化學(xué)浸蝕作用對樣品表面凹凸不平區(qū)域的選擇性溶解作用磨痕、浸蝕整平的一種方法。化學(xué)拋光設(shè)備簡單,能夠處理細(xì)管、帶有深孔及形狀復(fù)雜的零件,生產(chǎn)效率高。化學(xué)拋光也是不銹鋼模具拋光工藝中為常用的拋光方法。其對鋼鐵零件,尤其是低碳鋼常常有著較好的拋光效果。
點擊查看不銹鋼電解拋光廠(泉州市南安市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
電解拋光加工品質(zhì)上乘_不銹鋼電解拋光廠(泉州市南安市分公司),固定電話:【17768165506】,移動電話:【0527-88266222】,聯(lián)系人:姚先生,寶安區(qū)沙井街道共和社區(qū)福和路先欲興大廈604。
上乘")
上乘")
上乘")
上乘")
上乘")
上乘")
上乘")
上乘")
上乘")
上乘")
上乘")
上乘")
上乘")
上乘")
上乘")
