


以下是:徐州市豐縣2025品質過硬#螺旋鋼管廠家#解決方案的產品參數
產品價格 電議 發(fā)貨期限 電議 供貨總量 電議 運費說明 電議 范圍 2025#螺旋鋼管#解決方案供應范圍覆蓋江蘇省、徐州市、豐縣、云龍區(qū)、賈汪區(qū)、泉山區(qū)、銅山區(qū)、沛縣、睢寧縣、新沂市、邳州市等區(qū)域。 【全通】以匠心打造多元場景產品,涵蓋新沂螺旋鋼管優(yōu)質材料廠家直銷、泉山螺旋鋼管超產品在細節(jié)、沛縣螺旋鋼管現貨直發(fā)、邳州螺旋鋼管商家等。2025品質過硬#螺旋鋼管廠家#解決方案,全通管道(徐州市豐縣分公司)為您提供2025品質過硬#螺旋鋼管廠家#解決方案,聯系人:王總,電話:【0317-6309859】、【13932771377】。 江蘇省,徐州市,豐縣 豐縣古稱豐邑、秦臺、鳳城,相傳遠古時代有鳳凰落于此而得名。豐縣歷史悠久,有“先有徐州后有軒,唯有豐縣不記年”一說。是漢高祖劉邦家鄉(xiāng)、又是天師張道陵家鄉(xiāng),有“千古龍飛地,一代帝王鄉(xiāng);天師故里”的美譽。是知識產權強縣工程試點縣、全國縣域數字農業(yè)農村發(fā)展先進縣、數字鄉(xiāng)村試點縣、全國投資潛力中小城市百強縣、全國投資營商價值縣。
為了給您提供更的2025品質過硬#螺旋鋼管廠家#解決方案產品信息,我們上傳了的產品視頻。看視頻,選購不迷路。
以下是:徐州豐縣2025品質過硬#螺旋鋼管廠家#解決方案的圖文介紹徐州豐縣全通管道有限公司生產的 螺旋鋼管從每個細節(jié)做起, 螺旋鋼管產品都力爭作到精益求精。作為中國企業(yè)走向世界的準入證,“信譽”代表了我公司的市場名譽,得到了廣大客戶,科技發(fā)展,誠信為本”是我公司不變的追求。
一般通過肉眼觀察,借助標準樣板、量規(guī)和放大鏡等工具進行檢驗。若焊縫表面出現缺陷,焊縫內部便有存在缺陷的可能。物理方法的檢驗:物理的檢驗方法是利用一些物理現象進行測定或檢驗的方法。材料或工件內部缺陷情況的檢查,一般都是采用無損探傷的方法。無損探傷有超聲波探傷、射線探傷、滲透探傷、磁力探傷等。受壓容器的強度檢驗:受壓容器,除進行密封性試驗外,還要進行強度試驗。常見有水壓試驗和氣壓試驗兩種。它們都能檢驗在壓力下工作的容器和管道的焊縫致密性。氣壓試驗比水壓試驗更為靈敏和速,同時試驗后的產品不用排水處理,對于排水困難的產品尤為適用。但試驗的危險性比水壓試驗大。進行試驗時,必須遵守相應的技術措施,以防試驗過程中發(fā)生事故。致密性檢驗:貯存液體或氣體的焊接容器,其焊縫的不致密缺陷,如貫穿性的裂紋、氣孔、夾渣、未焊透和疏松組織等,可用致密性試驗來發(fā)現。
致密性檢驗方法有:煤油試驗、載水試驗、水沖試驗等。靜水試驗每根鋼管應做靜水壓試驗而無滲漏現象,試驗壓力按下試計算P=2ST/D式中S—靜水壓試驗的試驗應力Mpa,靜水試驗的試驗應力按相應鋼帶標準規(guī)定屈服度小值(Q235為235Mpa)的60%選取。穩(wěn)壓時間:D<508試驗壓力保持時間不少于5秒;D≥508試驗壓力保持時間不少于10秒4無損檢測鋼管的補焊焊縫、鋼帶對頭焊縫及環(huán)向縫應進行X射線或超聲波檢驗。
埋弧焊可以采用較大的焊接電流,的優(yōu)點是焊縫質量好,焊接速度高。因此,它特別適于焊接大口徑的螺旋鋼管。而且多數采用自動化焊接,目前已廣泛用于碳鋼、低合金結構鋼和不銹鋼的焊接。高頻焊同頻焊是它是一種固相電阻焊方法,高頻焊根據高頻電流在工件中產生熱的方式可分為接觸高頻焊和感應高頻焊。接觸高頻焊時,高頻電流通過與工件機械接觸而傳入工件。感應高頻焊時,高頻電流通過工件外部感應圈的耦合作用而在工件內產生感應電流。高頻焊是專業(yè)化較強的焊接方法,要根據產品配備專用設備。生產率高,焊接速度可達30m/min。以固體電阻熱為能源,焊接時利用高頻電流在工件內產生的電阻熱使工件焊接區(qū)表層加熱到熔化或接近的塑性狀態(tài),隨即施加(或不施加)頂鍛力而實現金屬的結合。
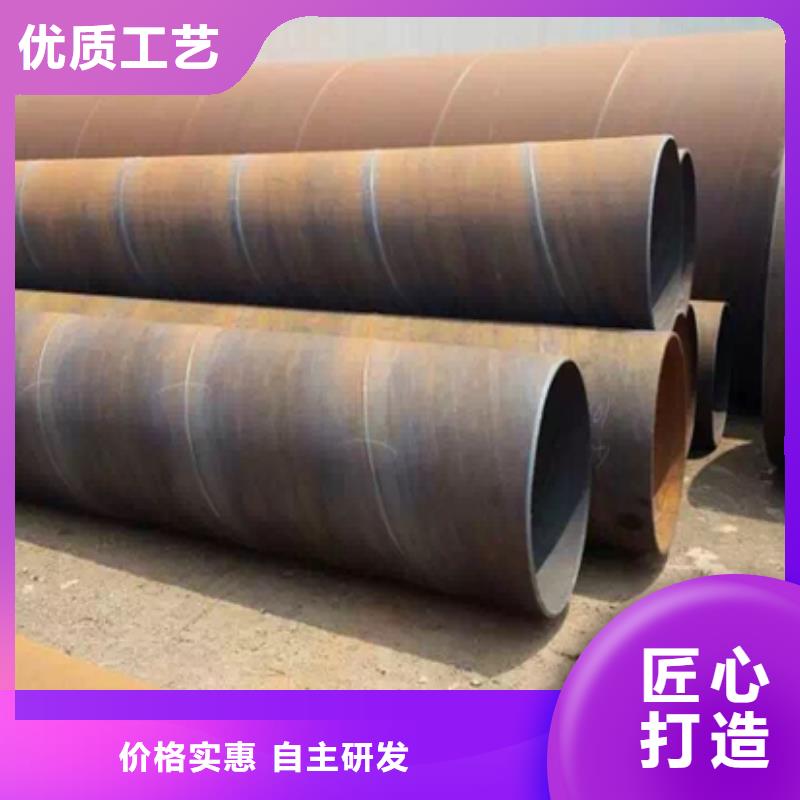
螺旋管有單面焊的和雙面焊的,焊管應保證水壓試驗、焊縫的抗拉強度和冷彎性能要符合規(guī)定。螺旋鋼管的特點:螺旋鋼管的強度一般比直縫焊管高,能用較窄的坯料出產管徑較大的焊管,還可以用同樣寬度的坯料出產管徑不同的焊管。但是與相同長度的直縫管比擬,焊縫長度增加30~,而且出產速度較低。螺旋管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的大口徑螺旋鋼管。
高頻焊同頻焊是它是一種固相電阻焊方法,高頻焊根據高頻電流在工件中產生熱的方式可分為接觸高頻焊和感應高頻焊。接觸高頻焊時,高頻電流通過與工件機械接觸而傳入工件。感應高頻焊時,高頻電流通過工件外部感應圈的耦合作用而在工件內產生感應電流。高頻焊是專業(yè)化較強的焊接方法,要根據產品配備專用設備。螺旋焊接鋼管生產率高,焊接速度可達30m/min。
以固體電阻熱為能源,焊接時利用高頻電流在工件內產生的電阻熱使工件焊接區(qū)表層加熱到熔化或接近的塑性狀態(tài),隨即施加(或不施加)頂鍛力而實現金屬的結合。內螺旋鋼管的工藝都是雙面埋弧焊接,雙面埋弧焊技術是在1940年發(fā)明并使用的,它的焊接過程與手工焊接有相同的地方,是利用渣保焊,螺旋鋼管埋弧焊與手工焊不同的地方就是焊絲和焊劑分離,手工焊是焊絲焊劑都在一起的。焊絲采用盤狀,即整盤使用,可連續(xù)也可間斷,從某種意義上說螺旋鋼管能夠把焊絲做到一毫米也不浪費,焊絲工作時是在焊劑的包圍的內部進行焊接所以叫埋弧焊接,這樣焊接出來的質量高,螺旋鋼管對焊絲和焊劑的選擇要求較高,原材料不同材質對應不同的焊絲焊劑,尤其是在目前生產高標準螺旋鋼管的情況下,更得選擇合適的焊絲和焊劑了。
2025品質過硬#螺旋鋼管廠家#解決方案_全通管道(徐州市豐縣分公司),固定電話:【13932771377】,移動電話:【0317-6309859】,聯系人:王總,鹽山縣城南開發(fā)區(qū)。











