
以下是:三門峽市義馬市焊管自有工廠的產品參數【天鑫達】持續拓展產品矩陣,現有湖濱H型鋼廠家品牌企業、盧氏H型鋼廠家來圖定制量大從優、陜縣H型鋼廠家庫存齊全廠家直供、澠池H型鋼廠家廠家、靈寶H型鋼廠家品質無所畏懼等,滿足不同場景需求。選購焊管自有工廠來三門峽市義馬市找天鑫達特鋼有限責任公司(三門峽市義馬市分公司)gbcj5286-6,我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:楊經理-【18853178958】,地址:[鋼材市場]。 河南省,三門峽市,義馬市 義馬地勢大體為北高南低,西高東低,南北傾斜度大,屬秦嶺余脈崤山延伸地帶。位于暖溫帶南緣向北亞熱帶過度地帶,四季分明,日照充足。境內名勝古跡眾多,有被列入全國第五批重點文物保護單位的鴻慶寺石窟、項羽坑殺20萬秦卒的楚坑、慈禧行宮、仰韶文化、龍山文化等古文化遺址。
想要更深入地了解我們的焊管自有工廠產品?那么請觀看我們制作的視頻,它比任何文字描述都更具體、更生動。
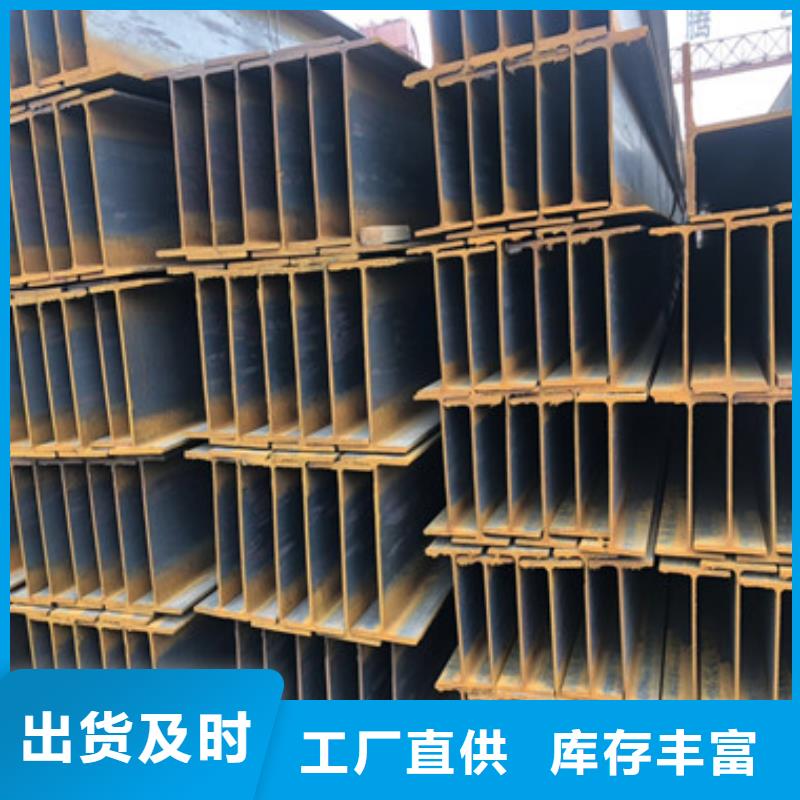
以下是:三門峽義馬焊管自有工廠的圖文介紹
三門峽義馬山東天鑫達特鋼有限責任公司專注 H型鋼廠家等產品,主營 H型鋼廠家。本著“客戶,誠信至上”的原則,與多家企業建立了長期的合作關系。熱誠歡迎新老朋友前來參觀、考察、洽談業務。公司坐落于鋼材市場,歡迎惠顧!
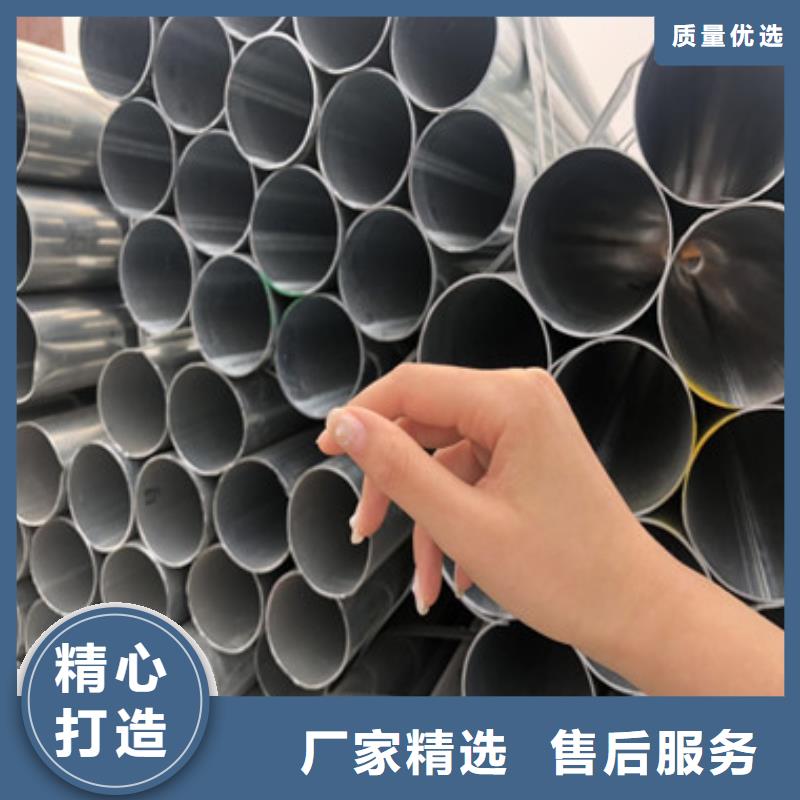
鰭片管生產技術要求
焊接強度和穩定性區別
1.1 拉脫力試驗: 大于200MPa 或者鋼管部分撕裂
1.2焊縫寬度: 大于翅片厚度 即焊著率>99%1.3焊接強度穩定性: 每班首件做焊接試樣 達到2.1 或者2.2的要求
1.4 焊縫抗彎曲試驗: 翅片左右彎曲20度 向左向右彎曲兩次 焊縫無裂紋
1.5 錘擊試驗: 平行于鋼管敲擊翅片上部 直到翅片脫落 翅片本身不得斷裂
1.6 如果試驗失敗 必須啟用退火功能
熱影響區區別
用顯微鏡配合微硬度計測量
鋼管熱影響區深度小于0.5mm
產品尺寸精度區別3.3 翅片和鋼管垂直度 -1度 ~ +1度
3.4 同組對焊翅片平面度 -0.2mm ~ +0.2mm翅片本身厚度公差引起的高度差除外
3.5 同組對焊翅片高度差 -0.2mm ~ +0.2mm 翅片本身尺寸公差引起的高度差除外
3.6 雙管中心距離公差 -0.5mm ~ +0.5mm
3.1 翅片段全長 -1mm ~ +1mm 分段運動精度 -0.5mm ~ +0.5mm
3.2 片距 -0.2mm ~ +0.2mm
山東天鑫達特鋼有限責任公司
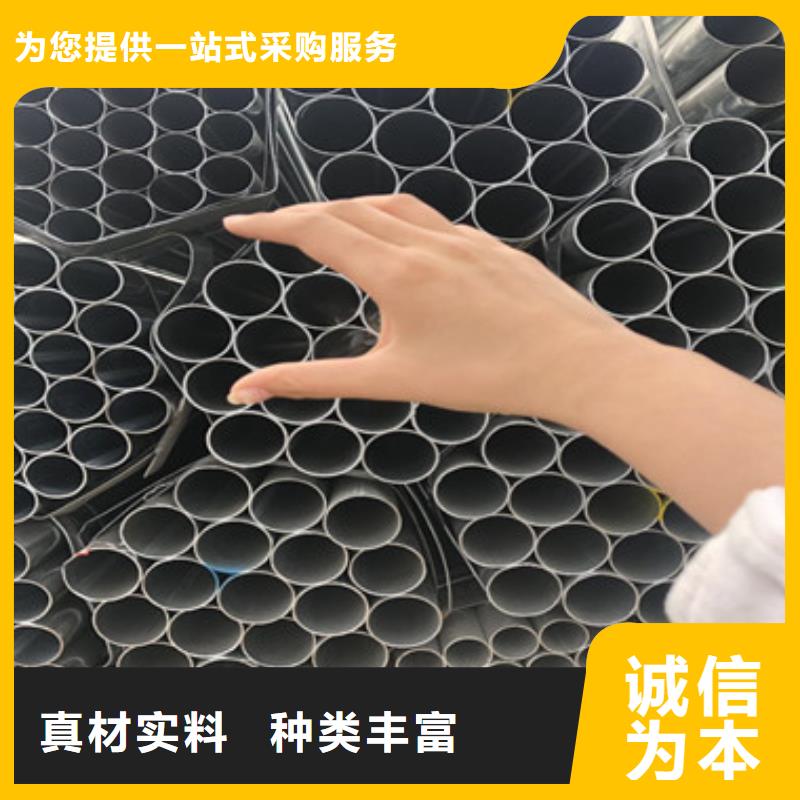
大口徑直縫焊管主要生產流程說明:
1. 板探:用來制造大口徑埋弧焊直縫鋼管的鋼板進入生產線后,首先進行全板超聲波檢驗;
2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀;
3. 預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率;
4. 成型:在JCO成型機上首先將預彎后的鋼板的一半經過多次步進沖壓,壓成"J"形,再將鋼板的另一半同樣彎曲,壓成"C"形,后形成開口的"O"形
5. 預焊:使成型后的直縫焊鋼管合縫并采用氣體保護焊(MAG)進行連續焊接;
6. 內焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管內側進行焊接;
7. 外焊:采用縱列多絲埋弧焊在直縫埋弧焊鋼管外側進行焊接;
8. 超聲波檢驗Ⅰ:對直縫焊鋼管內外焊縫及焊縫兩側母材進行的檢查;
9. X射線檢查Ⅰ:對內外焊縫進行的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度;
10. 擴徑:對埋弧焊直縫鋼管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態;
11. 水壓試驗:在水壓試驗機上對擴徑后的鋼管進行逐根檢驗以保證鋼管達到標準要求的試驗壓力,該機具有自動記錄和儲存功能;
12. 倒棱:將檢驗合格后的鋼管進行管端加工,達到要求的管端坡口尺寸;
13. 超聲波檢驗Ⅱ:再次逐根進行超聲波檢驗以檢查直縫焊鋼管在擴徑、水壓后可能產生的缺陷;
14. X射線檢查Ⅱ:對擴徑和水壓試驗后的鋼管進行X射線工業電視檢查和管端焊縫拍片;
15. 管端磁粉檢驗:進行此項檢查以發現管端缺陷;
16. 防腐和涂層:合格后的鋼管根據用戶要求進行防腐和涂層。 [1]
今年在三門峽市義馬市購買焊管自有工廠有了新選擇,天鑫達特鋼有限責任公司(三門峽市義馬市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的焊管自有工廠產品。如需購買或咨詢,請隨時聯系我們,聯系人:楊經理-【18853178958】,地址:鋼材市場。








