
以下是:荊門市掇刀區方鋼不怕同行比質量的產品參數【聚鑫美特】為您提供鐘祥60si2mn圓鋼多年經驗值得信賴、京山60si2mn圓鋼工廠直營、沙洋60si2mn圓鋼做工細致、東寶60si2mn圓鋼精工細致打造等多元產品與服務。方鋼不怕同行比質量,聚鑫美特金屬材料銷售(荊門市掇刀區分公司)為您提供方鋼不怕同行比質量產品案例,聯系人:李欣,電話:【0527-88266222】、【17768165506】。 湖北省,荊門市,掇刀區 掇刀,因關羽在此屯兵練軍建立軍事大本營、刀掇巨石而得名。2001年,成立掇刀區。2016年,荊門高新技術產業開發區與掇刀區合并。
想要一睹方鋼不怕同行比質量產品的風采嗎?我們為您精心打造的產品視頻將滿足您的期待。請您抽出片刻時間觀看,相信您會對產品有更深入的了解和認識。
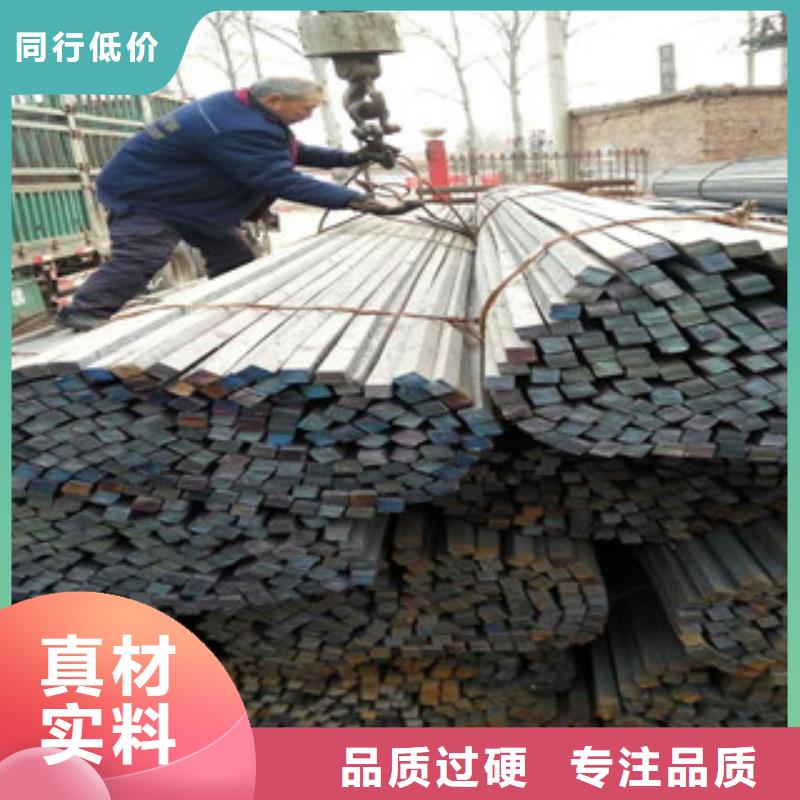
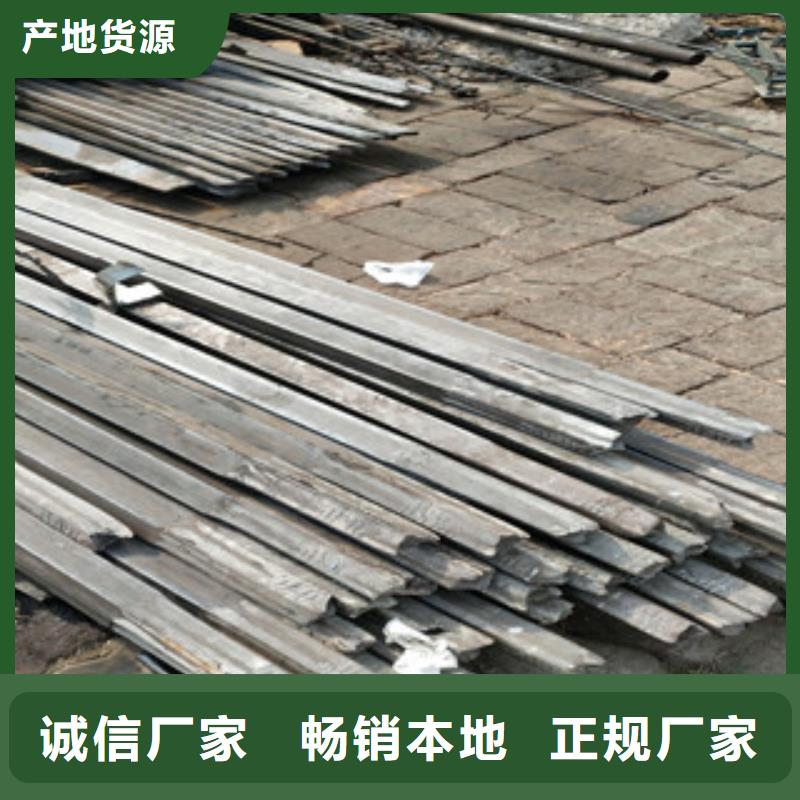
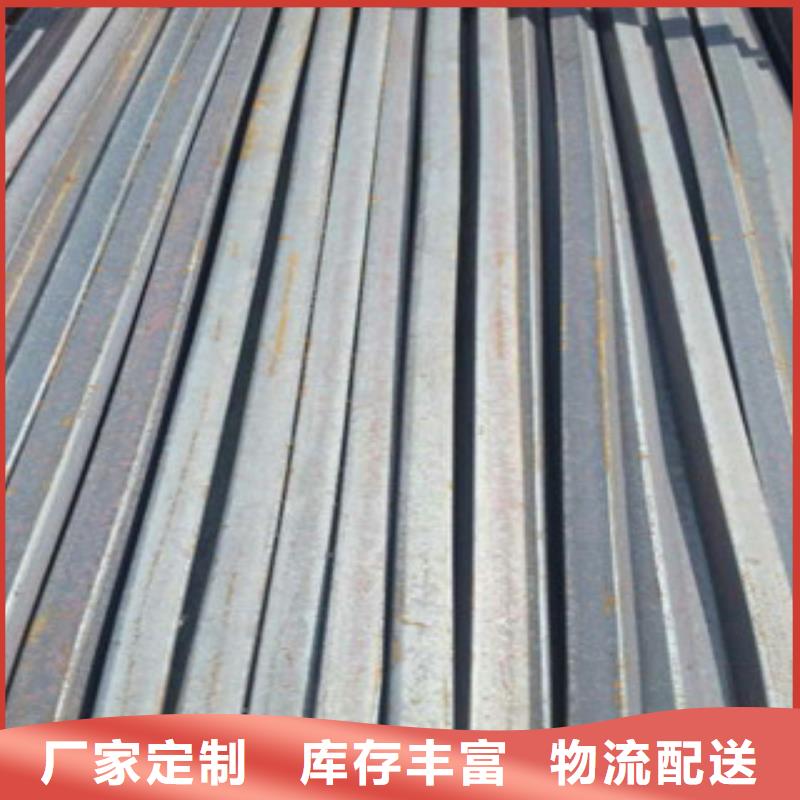
以下是:荊門掇刀方鋼不怕同行比質量的圖文介紹聚鑫美特金屬材料銷售有限公司品種齊全款式新穎核心技術荊門掇刀60si2mn圓鋼荊門掇刀60si2mn圓鋼的詳細介紹
現貨采購現貨批發
4340圓鋼的拋光步驟 4340圓鋼拋光的工藝-般用在壓鑄圓鋼上,-般的工藝流程是先用細銼刀將型面修光,然后再用粗油石將銼刀銼過的地方油光,將銼刀銼過的紋路磨去,然后再用細油石將粗油石油過的紋路磨去,再用細的金相砂紙將細油石油過的地方進行拋光。 隨著技術的發展,現在有了超聲波拋光機,效率也提高了,光潔度也提高了。 在4340圓鋼的加工中所說的拋光與其它行業中所要求的表面拋光有很大的不同,嚴格來說:4340圓鋼的拋光應該稱為鏡面加工。它不僅對拋光本身有很高的要求并且對表面平整度、光滑度以及幾何度也有很高的標準。表面拋光-般只要求獲得光亮的表面即可。鏡面加工的標準分為四級: 由于電解拋光、流體拋光等方法很難控制零件的幾何精度,而化學拋光、超聲波拋光、磁研磨拋光等到方法的表面質量又達不到要求,所以精密4340圓鋼的鏡面加工還是以機械拋光為主。 -、半精拋主要使用砂紙和煤油。砂紙的號數依次為:#400-#600-#800-#1000-#1200-#1500。實際上#1500砂紙只用適于淬硬4340圓鋼鋼(52HRC以上),而不適用于預硬鋼,因為這樣可能會導致預硬鋼件表面燒傷。 二、精拋主要使鉆石研磨膏。若通常的研磨順序是9um(#1800)-6um(#3000)-um(8000)。9um的鉆石研磨膏和拋光布輪可用來去除#1200和#1500號砂紙留下的發狀磨痕。接著用粘氈和鉆石研磨膏進行拋光,順序為1um(#14000)-1/2um(60000)-1/4um(#100000)。精度要求在1um以上(包括號1um)的拋光工藝在4340圓鋼的拋光則必須-個潔凈的空間。灰塵、煙霧,頭皮屑和口水沫都有可能報廢數個小時工作后得到的高精度拋光表面。 三、機械拋光基本程序,要想獲得高質量的拋光效果,重要的是要具備高質量的油石、砂紙和研磨膏等拋光工具和輔助品。重要的還有拋光的工作環境,要求是無塵車間。中山華氏撫順特鋼表示拋光程序的選擇取決于前期加工的表面狀況,如機械加工、電火花加工,磨加工等等。 四、機械拋光的-般過程如下:-、粗拋、精銑、電火花、磨等工藝后的表面可以選擇轉速在35000-40000rpm的旋轉表面拋光機或超聲波研磨機進行拋光。常用的方法有利用直徑3mm、WA#400的輪子去除白色電火花層。然后是手工油石研磨,條狀金剛砂油石加煤油作為潤滑劑或冷卻劑。-般的使用順序為#180-#240-#400-#600-#1000。許多4340圓鋼制造商為了節約時間而選擇從#400開始。質量把關
細節決定質量,細節鑄造好的荊門掇刀60si2mn圓鋼
規格齊全
實力工廠多年荊門掇刀60si2mn圓鋼經驗現貨直發
嚴格把控荊門掇刀60si2mn圓鋼質量讓您買的放心
荊門掇刀聚鑫美特金屬材料銷售有限公司位于“【60si2mn圓鋼】之鄉”的荊門掇刀,公司擁有一支從事【60si2mn圓鋼】產品研發、設計、制造的技術隊伍,技術力量雄厚。
公司長期專注于【60si2mn圓鋼】設計制造,以“產品就是人品”、“真材實料“為行為準則,建立起完善的質量管理體系,以精密制造、精細管理、精心服務贏得了國內外市場信賴。 在用戶心目中樹立了高品質【60si2mn圓鋼】重服務的形象。
公司恪守“用心管理,精心制造,放心使用,熱心服務”的質量方針,堅持以誠取信、以人為本,俱榮同生、合作共贏原則,與客戶共同發展,共創輝煌!
方鋼不怕同行比質量_聚鑫美特金屬材料銷售(荊門市掇刀區分公司),固定電話:【17768165506】,移動電話:【0527-88266222】,聯系人:李欣,天津醫藥醫療工業園。