
以下是:張家口市萬全區值得信賴的圓管彎管機生產廠家的產品參數
產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 的圓管彎管機供應范圍覆蓋河北省、張家口市、萬全區、宣化區、下花園區、張北縣、康保縣、沽源縣、尚義縣、蔚縣、陽原縣、懷安縣、懷來縣、涿鹿縣、赤城縣、崇禮區等區域。 【愚公斧】為客戶提供多樣化產品,包括宣化愚公斧巖石撐裂機定制零售批發、蔚縣愚公斧巖石撐裂機源頭直供、陽原愚公斧巖石撐裂機現貨實拍、懷安愚公斧巖石撐裂機正規廠家、尚義愚公斧巖石撐裂機專業生產制造廠、張北愚公斧巖石撐裂機使用壽命長久、下花園愚公斧巖石撐裂機支持定制加工等,適配多元場景需求。值得信賴的圓管彎管機生產廠家,愚公斧開山機械設備制造(張家口市萬全區分公司)專業從事值得信賴的圓管彎管機生產廠家,聯系人:李總工,電話:【13934163543】、【18762195566】,以下是值得信賴的圓管彎管機生產廠家的詳細頁面。 河北省,張家口市,萬全區 西漢,為廣寧縣、寧縣地。清康熙三十二年(1693年),置萬全縣。2016年1月27日,撤銷萬全縣,設立萬全區。萬全區地形北高南低,屬東亞大陸性季風氣候,四季分明,晝夜溫差大,年均氣溫6.9℃。屬海河流域,洋河流經區境南部。北京—青銅峽公路、烏蘭浩特—海安公路、北京—拉薩高速公路、張石高速公路、京包鐵路、張集鐵路、張唐鐵路、藍張鐵路、京張高速鐵路過境萬全區。2019年5月5日,河北省政府批準萬全區退出貧困縣序列。
想要了解值得信賴的圓管彎管機生產廠家產品的魅力?視頻為你揭曉答案!以下是:張家口萬全值得信賴的圓管彎管機生產廠家的圖文介紹
冷彎空心管材的特點
1. 厚壁度高,節省了機械加工用戶工料時的損耗。2.規格多,應用范圍廣泛。3.冷軋成品好,表面質量好,直線度好。4.鋼管內徑可以做成六角形。5.鋼管性能更優越。
2、圓管彎弧機的主要功能就要利用滾動擠壓的方式改變金屬材料的形狀,那么在方管收到擠壓的時候,彎弧機用途,必然后產生變形量,變形量的大小就取決于彎弧機給方管的擠壓力量,圓管彎弧機,彎弧機給工件的力量就是取決于客戶想要吧方管彎曲的弧度的大小。弧度越大,壓力越小,那么弧度越小,壓力越大,對彎弧的工件產生的變形也就越大,這個可以用一些小技巧解決,單純的追求設備的改變是不行的。可以通過設備加工裝和填充的工藝來解決方管彎曲小弧度變形的問題。
3.可調偏心調節可調偏心調整主要是偏心偏心距的調整,調整偏心偏心距將納入音高變化,當偏心率調整幅度較大,送入距離增加;偏心調節小時,送入的距離變小。數控彎弧機在調整時,只要用在偏心內六角扳手內六角螺釘正向或反向,可以抵消向上或向下小。
4.由于長時間摩擦材料磨損的制動張力調節在制動狀態的制動是非常大的,彎弧機應該根據實際情況隨時調整制動彈簧螺母,從而使制動帶是漲緊狀態,并且及時更換的摩擦材料,否則會送入距的影響。
卷圓機設備簡介:
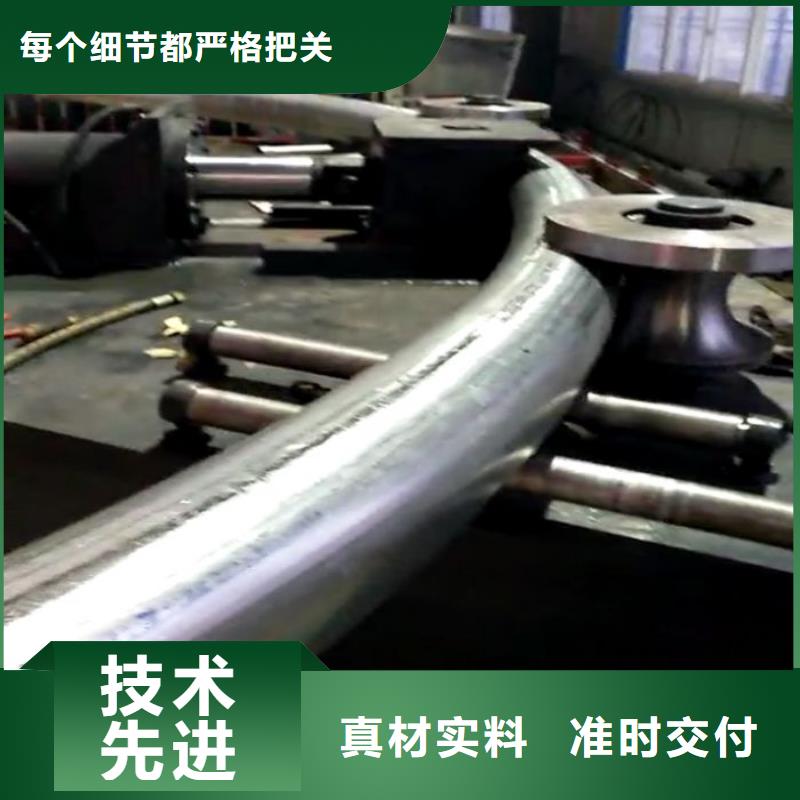
圓管冷彎機是將碳鋼、不銹鋼、有色金屬型材(角鋼、帶鋼、槽鋼、管子等)卷制成圓環的卷圓裝置。
圓管冷彎機是卷圓機類型中一般分為:電動卷圓機及液壓卷圓機,電動卷圓機是由電機作為動力驅動轉速箱實現彎管功能,液壓卷圓機則是由液壓系統控制完成。由于平臺彎管機體積小、拆卸模具方便、操作簡單、經濟實惠。
此款類型設備采用液壓系統,具有傳動平穩,壓力大等特點,主要應用于隧道,地鐵,水電站,地下洞室等工字鋼,槽鋼角鋼H型鋼等型材的彎曲。彎拱機已成為隧道支護鋼拱架加工制作的新型設備。
本設備可將各種型號的型材如:槽鋼、工字鋼、H型鋼、扁鋼、鋼管等彎曲成圓形、弧形、法蘭、螺旋形等工件。
圓管電動彎管機及性能優勢
1、操作簡單方便(內附使用說明書)。彎管弧不變形,適合批量生產。
2、不同外徑的管子,只需更換不同的彎管模具即可。可根據客戶需求來設計模具和彎管機。
3、根據客戶不同要求,彎管角度可控制,彎管效果過渡平滑美觀。
4、適用于彎管跨度大,或有多角度折彎的各種型材的加工。 根據需要使其彎成任意弧度。
5、使用該機彎管時,不需要加熱或填砂工藝,根據不同的需要可以冷彎成形。所彎制品具有圓弧光滑,清晰,變形量小等特點。
6、本機設計結構簡單,多功能滾動式彎管機操作靈活方便,使用時間長長,配備模具多。具有一機多用的功能。并能把12M長,直徑76mm、89mm、100mm、108mm、114mm、125mm、133mm、140mm、150mm、159mm、165mm、200mm、219mm、250mm、273mm、325mm等圓管彎區成弧形。
張家口萬全愚公斧開山機械設備制造有限公司的產品以合理的價格,【愚公斧巖石撐裂機】產品質量及優良的售后服務,深受客戶歡迎。【愚公斧巖石撐裂機】價格合理,歡迎來電洽談訂購 。
我們的宗旨:人有我優。
經營理念: 讓利多銷,培養忠實客戶群體。
經營宗旨: 售前當好參謀,售后搞好服務。
質量目標: 不斷完善自我,滿足客戶需求。
大型彎管機的幾個技術熱點:
1.管型規整化:設計和排管時要避免過大的圓弧、任意曲線、復合彎以及大于180°的圓弧。過大的圓弧不但使機械笨重,而且受彎管機機床尺寸的限制;任意曲線、復合彎設計造型很不合理,妨礙了機械化、自動化生產,使操作者不好擺脫笨重的體力勞動:大于180°的圓弧使彎管機無法卸模。
2.彎曲半徑標準化:彎曲半徑要盡量實現“一管一模”和“兩管一模”。對于一根管子來說,彎曲角度如何,其彎曲半徑只能有一個,因為彎管機在彎曲過程中不更換模塊,這就是“一管一模”。而“多管一模”就是相鄰直徑規格的管子應盡量采用同一套模具,也就是使用同一套模具彎曲兩種相鄰型號的圓管,這樣才有利于減少模具的數量,減少了成本。
3.適當的彎曲半徑值:圓管彎曲半徑的大小,決定了圓管在彎曲成型時所受阻力的大小。一般來說,管徑大彎曲半徑小,彎曲時容易出現內皺和打滑現象,彎曲質量很難,所以一般選用彎管模的r值為管子直徑的2、3倍為好。
4.適中的彎曲成型速度:彎曲成型速度對成型質量的主要影響為:速度太快,容易造成圓管彎曲部分的扁平,圓度打不到要求,造成圓管的拉裂、拉斷:速度太慢,容易造成圓管的起皺和壓緊塊打滑,大管徑的管子易形成圓管彎曲部分的下陷。針對這兩臺數控彎管機上大量的試驗,將圓管的彎曲速度定為機器彎曲速度的20%-40%為宜。
5.合適的芯棒及其位置:芯棒在彎曲過程中主要起著支撐圓管彎曲半徑的內壁防止其變形的作用。目前管材在機床上彎曲成型若不適用芯棒。芯棒的形式有很多種,如柱式芯棒,定向單、多球頭芯棒等。另外芯棒的位置對圓管彎曲成型也有影響:理論上,它的切線應與彎管模的切線平齊,單經過大量的試驗證明,提前1-2mm較好,此時彎管質量比較理想。當然,提前量太大,會造成彎曲部分的外壁出現所謂“鵝頭”的現象。
選購值得信賴的圓管彎管機生產廠家來張家口市萬全區找愚公斧開山機械設備制造(張家口市萬全區分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李總工-【18762195566】,地址:[小店區208國道東浦村東浦路一號]。