以下是:日喀則市聶拉木縣圓管彎管機廠家-圓管彎管機定制的產品參數
產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 圓管彎管機-圓管彎管機定制供應范圍覆蓋西藏、日喀則市、聶拉木縣、南木林縣、江孜縣、定日縣、薩迦縣、拉孜縣、昂仁縣、謝通門縣、白朗縣、仁布縣、康媽縣、定結縣、仲巴縣、亞東縣、吉隆縣、薩嘎縣、崗巴縣等區域。 【愚公斧】業務覆蓋多元場景,提供以下產品和服務:昂仁愚公斧巖石撐裂機現貨快速采購、仁布愚公斧巖石撐裂機一站式采購、仲巴愚公斧巖石撐裂機經銷商、定結愚公斧巖石撐裂機自營品質有保障等。圓管彎管機廠家-圓管彎管機定制,愚公斧開山機械設備制造(日喀則市聶拉木縣分公司)為您提供圓管彎管機廠家-圓管彎管機定制,聯系人:李總工,電話:【13934163543】、【18762195566】。 西藏自治區,日喀則市,聶拉木縣 2020年,聶拉木縣生產總值達100028萬元,同比增長8.1%。
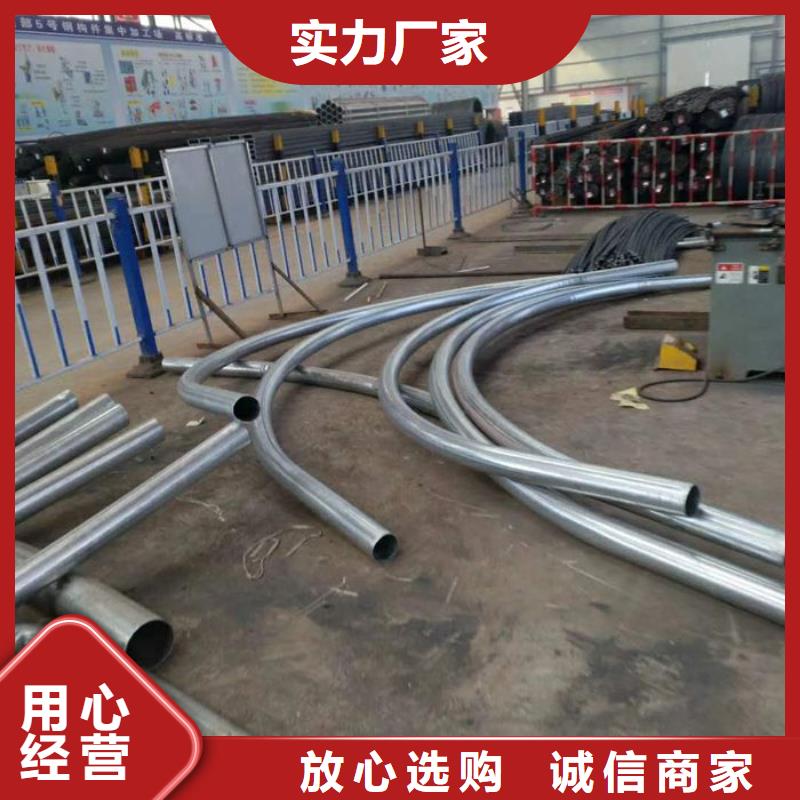
我們的圓管彎管機廠家-圓管彎管機定制產品視頻已經準備好,它將為您呈現產品的完美細節,讓您為之驚嘆不已。以下是:日喀則聶拉木圓管彎管機廠家-圓管彎管機定制的圖文介紹
圓管電動彎管機及性能優勢
1、操作簡單方便(內附使用說明書)。彎管弧不變形,適合批量生產。
2、不同外徑的管子,只需更換不同的彎管模具即可。可根據客戶需求來設計模具和彎管機。
3、根據客戶不同要求,彎管角度可控制,彎管效果過渡平滑美觀。
4、適用于彎管跨度大,或有多角度折彎的各種型材的加工。 根據需要使其彎成任意弧度。
5、使用該機彎管時,不需要加熱或填砂工藝,根據不同的需要可以冷彎成形。所彎制品具有圓弧光滑,清晰,變形量小等特點。
6、本機設計結構簡單,多功能滾動式彎管機操作靈活方便,使用時間長長,配備模具多。具有一機多用的功能。并能把12M長,直徑76mm、89mm、100mm、108mm、114mm、125mm、133mm、140mm、150mm、159mm、165mm、200mm、219mm、250mm、273mm、325mm等圓管彎區成弧形。
日喀則聶拉木愚公斧開山機械設備制造有限公司致力于 愚公斧巖石撐裂機的研制、開發和推廣工作,主要的產品有: 愚公斧巖石撐裂機等。 本公司 愚公斧巖石撐裂機產品在實際使用種經受了各種條件的考驗,取得了滿意的效果,贏得了客戶的一致好評。 公司堅持“質量是生命、顧客是上帝、推陳出新、精益求精”的經營宗旨,嚴格按照 愚公斧巖石撐裂機行業標準或相關標準組織生產,質量監督檢測手段先進,順利通過ISO9001質量體系認證,我公司根據工程需要,提供設計,施工指導,售前、售中、售后服務。日喀則聶拉木愚公斧開山機械設備制造有限公司期待著與您的真誠合作,歡迎廣大有識之士光臨指導。
圓管彎管機用途:
1、彎管機對于電力施工,公鐵路建設,鍋爐、橋梁、船舶、家俱,裝潢等方面的管道鋪設及修造都有其重要的作用。
彎管機操作規程:
2、在插拔接插件時,不能拉拔導線或電纜,以防焊接拉脫。接近開關,編碼器等不能用硬物撞擊,不能用尖銳物碰撞顯示單元。電氣箱必須放在通風處,禁止在塵埃和腐蝕性氣體中工作。
3、不得私自加裝、改接調換機床電源時必須重新確認電機轉向。機床應保持清潔,特別應注意夾緊塊、滑塊等滑動槽內不應有異物。定期在鏈條及其它滑動部位加潤滑油。在清洗和檢修時必須斷開電源。
4、開車前準備:檢查油箱油位是否到油位線,各潤滑點加油,開機確認電機轉向,檢查油泵有無異常聲音,開機后檢查液壓系統有無漏油現象(角度編碼器處于不允許加油);壓力調整:用電磁溢流閥調整壓力,保證系統壓力達到需要的工作壓力,一般不高于12.5Mpa.模具調整:模具安裝,要求模具與夾緊塊對中心,夾緊塊可用螺栓調節;助推塊與模具對中心,助推塊可調;芯頭與模具對中心,松開芯頭架螺栓,調正好中心后緊固螺栓。
5、機床開動時注意人體不得進入轉臂旋轉掃過的范圍。機床工作時,所有人員禁止進入轉臂及管件掃過的空間范圍!調整機床(模具)時,應由調整者自已按動按鈕進行調整。不可一人在機床上調整,另一人在控制柜上操作。調整機床或開空車時應卸下芯桿。液壓系統壓力不可大于14Mpa。
6、手動調整側推油缸速度時轉臂應旋轉至≥900時進行調整,調整速度為轉臂轉動彎管模具邊緣的線速度同步,禁止在手動狀態下側推推進速度大于旋轉模具邊緣的線速度。一般機器使用一段時間后應檢查鏈條的漲緊程度,保持上下鏈條松緊一致。自動操作時在有芯彎曲模式中,彎臂返回前,操作人員必須保證芯頭在管子里面,或確保芯軸在彎臂返回時沒有阻擋現象,否則,芯頭或芯桿有可能被折彎或折斷。
大型彎管機的幾個技術熱點:
1.管型規整化:設計和排管時要避免過大的圓弧、任意曲線、復合彎以及大于180°的圓弧。過大的圓弧不但使機械笨重,而且受彎管機機床尺寸的限制;任意曲線、復合彎設計造型很不合理,妨礙了機械化、自動化生產,使操作者不好擺脫笨重的體力勞動:大于180°的圓弧使彎管機無法卸模。
2.彎曲半徑標準化:彎曲半徑要盡量實現“一管一模”和“兩管一模”。對于一根管子來說,彎曲角度如何,其彎曲半徑只能有一個,因為彎管機在彎曲過程中不更換模塊,這就是“一管一模”。而“多管一模”就是相鄰直徑規格的管子應盡量采用同一套模具,也就是使用同一套模具彎曲兩種相鄰型號的圓管,這樣才有利于減少模具的數量,減少了成本。
3.適當的彎曲半徑值:圓管彎曲半徑的大小,決定了圓管在彎曲成型時所受阻力的大小。一般來說,管徑大彎曲半徑小,彎曲時容易出現內皺和打滑現象,彎曲質量很難,所以一般選用彎管模的r值為管子直徑的2、3倍為好。
4.適中的彎曲成型速度:彎曲成型速度對成型質量的主要影響為:速度太快,容易造成圓管彎曲部分的扁平,圓度打不到要求,造成圓管的拉裂、拉斷:速度太慢,容易造成圓管的起皺和壓緊塊打滑,大管徑的管子易形成圓管彎曲部分的下陷。針對這兩臺數控彎管機上大量的試驗,將圓管的彎曲速度定為機器彎曲速度的20%-40%為宜。
5.合適的芯棒及其位置:芯棒在彎曲過程中主要起著支撐圓管彎曲半徑的內壁防止其變形的作用。目前管材在機床上彎曲成型若不適用芯棒。芯棒的形式有很多種,如柱式芯棒,定向單、多球頭芯棒等。另外芯棒的位置對圓管彎曲成型也有影響:理論上,它的切線應與彎管模的切線平齊,單經過大量的試驗證明,提前1-2mm較好,此時彎管質量比較理想。當然,提前量太大,會造成彎曲部分的外壁出現所謂“鵝頭”的現象。
圓管彎管機廠家-圓管彎管機定制,愚公斧開山機械設備制造(日喀則市聶拉木縣分公司)為您提供圓管彎管機廠家-圓管彎管機定制的資訊,聯系人:李總工,電話:【13934163543】、【18762195566】。