


以下是:巴中市南江縣口碑好的電解拋光加工廠家的產品參數
材質 不銹鋼、不銹鐵 生產場地 深圳市寶安區 規格 奧氏體。馬氏體 類型 來料加工 顏色 鏡面 品牌 燈鼎 型號 DD-606 可定制 是 生產日期 2019-2022 價格 0.01元 生產時長 3小時 是否生產型 是 范圍 口碑好的電解拋光加工供應范圍覆蓋四川省、巴中市、南江縣、巴州區、通江縣、平昌縣等區域。 【】為您提供巴州不銹鋼電解拋光銷售的是誠信、通江不銹鋼電解拋光精品優選、平昌不銹鋼電解拋光優質材料廠家直銷等多元產品與服務。口碑好的電解拋光加工廠家,不銹鋼電解拋光廠(巴中市南江縣分公司)為您提供口碑好的電解拋光加工廠家,聯系人:姚先生,電話:【0527-88266222】、【17768165506】。 四川省,巴中市,南江縣 南江縣位于四川東北邊緣,幅員3388平方公里。南江屬于亞熱帶季風性濕潤氣候,常年降水量1200mm,年平均氣溫16.2攝氏度,無霜期259天。南江生態優良。森林覆蓋率68%、綠化率98%,原始森林60多萬畝,3萬畝巴山水青岡被譽為“植物活化石”,已探明石墨礦石資源儲量8300多萬噸。
口碑好的電解拋光加工廠家的詳細視頻已經上傳,通過視頻,您可以更深入地了解產品的功能和特點。
以下是:巴中南江口碑好的電解拋光加工廠家的圖文介紹
陰極面積/陽極面積 1.5:1 影響氧化膜質量的因素主要有:
①硫酸濃度:通常采用15%~20%。濃度升高,膜的溶解速度加大,膜的生長速度降低,膜的孔隙率高,吸附力強,富有彈性,染色性好(易于染深色),但硬度,耐磨性略差;而降低硫酸濃度,則氧化膜生長速度加快,膜的孔隙少,硬度高,耐磨性好。
所以,用于防護,裝飾及純裝飾加工時,多使用允許濃度的上限,即20%濃度的硫酸做電解液。
②電解液溫度:電解液溫度對氧化膜質量影響很大。溫度升高,膜的溶解速度加大,膜厚降低。當溫度為22~30℃時,所得到的膜是柔軟的,吸附能力好,但耐磨性相當差;當溫度大于30℃時,膜就變得疏松且不均勻,有時甚至不連續,且硬度低,因而失去使用價值;當溫度在10~20℃之間時,所生成的氧化膜多孔,吸附能力強,并富有彈性,適宜染色,但膜的硬度低,耐磨性差;當溫度低于10℃,氧化膜的厚度增大,硬度高,耐磨性好,但孔隙率較低。因此,生產時必須嚴格控制電解液的溫度。要制取厚而硬的氧化膜時,必須降低操作溫度,在氧化過程中采用壓縮空氣攪拌和比較低的溫度,通常在零度左右進行硬質氧化。
③電流密度:在一定限度內,電流密度升高,膜生長速度升高,氧化時間縮短,生成膜的孔隙多,易于著色,且硬度和耐磨性升高;電流密度過高,則會因焦耳熱的影響,使零件表面過熱和局部溶液溫度升高,膜的溶解速度升高,且有燒毀零件的可能;電流密度過低,則膜生長速度緩慢,但生成的膜較致密,硬度和耐磨性降低。
④氧化時間:氧化時間的選擇,取決于電解液濃度,溫度,陽極電流密度和所需要的膜厚。相同條件下,當電流密度恒定時,膜的生長速度與氧化時間成正比;但當膜生長到一定厚度時,由于膜電阻升高,影響導電能力,而且由于溫升,膜的溶解速度增大,所以膜的生長速度會逐漸降低,到后不再增加。
⑤攪拌和移動:可促使電解液對流,強化冷卻效果,保證溶液溫度的均勻性,不會造成因金屬局部升溫而導致氧化膜的質量下降。
⑥電解液中的雜質:在鋁陽極氧化所用電解液中可能存在的雜質有Clˉ,Fˉ,NO3ˉ,Cu2+,Al3+,Fe2+等。其中 Clˉ,Fˉ,NO3ˉ使膜的孔隙率增加,表面粗糙和疏松。若其含量超過極限值,甚至會使制件發生腐蝕穿孔(Clˉ應小于0.05g/L,Fˉ應小于0.01g/L);當電解液中Al3+含量超過一定值時,往往使工件表面出現白點或斑狀白塊,并使膜的吸附性能下降,染色困難(Al3+應小于20g/L);當Cu2+含量達0.02g/L時,氧化膜上會出現暗色條紋或黑色斑點;Si2+ 常以懸浮狀態存在于電解液中,使電解液微量混濁,以褐色粉狀物吸附于膜上。
⑦鋁合金成分:一般來說,鋁金屬中的其它元素使膜的質量下降,且得到的氧化膜沒有純鋁上得到的厚,硬度也低,不同成分的鋁合金,在進行陽極氧化處理時要注意不能同槽進行。
隨著鋁制品加工的發展,鋁制品表面處理的代表-陽極氧化越來越受到行業的關注。如蘋果推出的Iphone 6S:通過表面陽極氧化處理,既能得到很高的硬度,又能得到天空灰、玫瑰金等效果。
巴中南江不銹鋼電解拋光廠是集生產,銷售售后于一體的廠家。
主要生產產品: 不銹鋼電解拋光公司擁有專業管理人員,建立了完善、規范的質量管理體系和環境管理體系,憑借“規范的管理,良好的信譽,的產品,專業的技術,高品質的施工質量,完善的售后服務”贏得廣大客戶的信賴。
公司一貫堅持“德為做人之根,質為立業之本”的宗旨,堅持“客戶di yi”的原則為廣大客戶提供優質的產品,憑借著高質量的產品,良好的信譽,優質的服務,產品暢銷全國。歡迎各界朋友蒞臨參觀、指導和業務洽談。雙贏合作,共同發展!
13.電化學拋光液內硫酸與磷酸之間有什么關系?
原因分析:硫酸較多,拋光速度過快,對金屬基體可加快腐蝕,磷酸較多,可在工件表面吸附一種黏膜,亮度下降,拋光速度變慢。當然也不排除其他因素。
解決方法:調整硫酸磷酸合適比例。也可以選擇“云清各種無鉻電解添加劑”配方。
14.工件拋光后表面無光澤,在淺黃色底子上有白色斑點,一般什么原因引起的?
原因分析:可能是電解拋光溶液中鉻酐含量過高,甚至超過1.5%。
解決方法:鉻離子屬于重金屬離子,對人體有致癌作用,污染環境,可選用無鉻拋光液。使用“長程牌不銹鋼通用電解液”。
15.電解液成本核算主要是哪些? 主要是電費、電解液、整流器、電解槽、極板、銅棒、加熱管等。
16.不銹鋼各種材質在電解拋光時電流密度是多少?與電解成本有什么關聯?
原因分析:在市場常規情況下不銹鋼各種材質在電解液的密度為:200系列不銹鋼材質電流密度在25—50安培之間,300系列不銹鋼材質電流密度在15—30安培之間,400系列不銹鋼材質電流密度在30—55安培之間。
解決方法:可選用“長程牌不銹鋼通用電解液”200系列不銹鋼材質電流密度在15—25安培之間,300系列不銹鋼材質在10—15安培之間,400系列不銹鋼材質在25—30之間。電流密度越大,耗電量越大。而在電解成本核算中,電費所占的比例很大。
17.拋光后經擦拭干凈扔無光澤,有淺蘭色陰影什么原因?
原因分析:可能是電化學拋光液配制后,未進行加熱及通電處理,或溶液操作溫度偏低。
解決方案:120℃下加熱電拋光液一小時或將電解液加熱到規定溫度。
18.拋光后無光并且有黃色斑點是什么原因引起的?
原因分析:可能電化學溶液的相對密度偏小,已小于1.70。
解決方案:調整電拋光的相對密度或在80—100℃條件下加熱濃縮以增大起相對密度。或是更換新液。
19.工件拋光后,為什么從槽中取出就出現褐色斑點?
原因分析:可能是電拋光不夠,或是時間較短。
電解液
主要用途
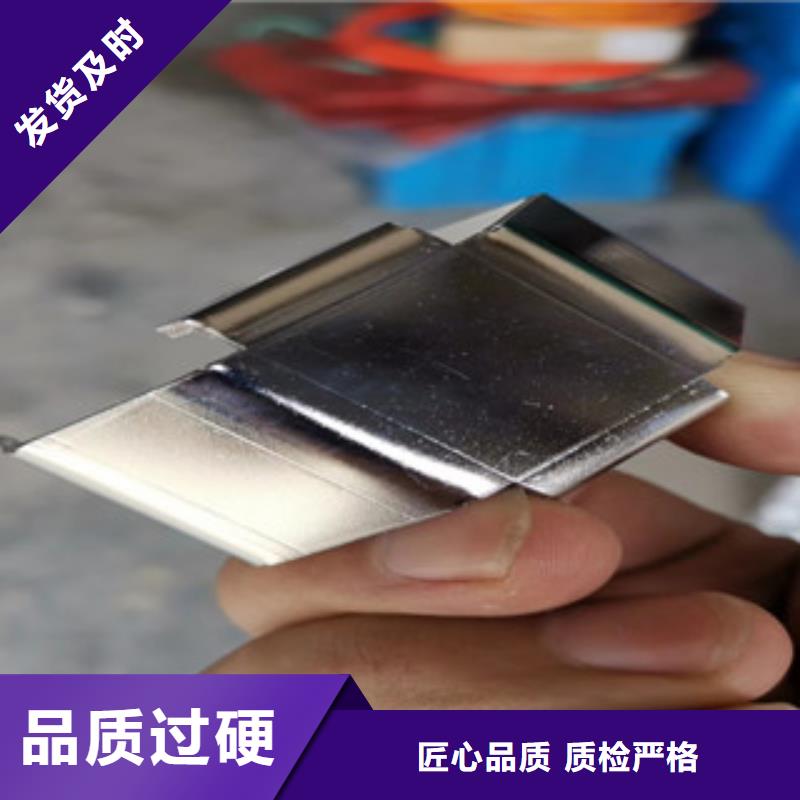
本品用于304、321、316、201、202、420、430等各種型號的不銹鋼電解拋光時使用,使用成本低,效果明顯,可達鏡面光亮效果,不銹鋼拋光后光澤持久、美觀大方、增加了產品的附加值。
突出特點
1、適用范圍廣,可適用200、300、400系列各種材質的不銹鋼;
2、拋光液不含鉻離子,符合當今環保要求,節省環保設備投資及廢水處理費用;
3、拋光電流密度小,電壓低,電能消耗較傳統工藝低1倍以上;
4、拋光效率高,質量好,數分鐘內可拋至鏡面光亮;
5、拋光液使用壽命長,易于維護管理。理化指標
狀態:透明液體; 酸堿性:酸性; 可燃性:不燃不爆; 腐蝕性:有腐蝕性
使用方法
1、工藝:(除油除銹活化→水洗→晾干)→電解拋光→水洗→鈍化→水洗→中和→水洗;
2、原液使用,鉛板做陰極(負極),不銹鋼工件做陽極(正極),溫度為 60-65度,電流密度為10-25安培/平方分米,電壓8—10伏,電解時間5-8分鐘。(根據用戶不同的要求可浸5-40分鐘)
口碑好的電解拋光加工廠家,不銹鋼電解拋光廠(巴中市南江縣分公司)為您提供口碑好的電解拋光加工廠家產品案例,聯系人:姚先生,電話:【0527-88266222】、【17768165506】。











