


以下是:茂名市高州市燈光護欄廠家-發貨及時的產品參數【婭琳】業務覆蓋多元場景,提供以下產品和服務:電白不銹鋼橋梁護欄大庫存無缺貨危機、茂港不銹鋼橋梁護欄好品質用的放心、信宜不銹鋼橋梁護欄用心做好細節、化州不銹鋼橋梁護欄嚴格把控質量、茂南不銹鋼橋梁護欄庫存齊全廠家直供等。燈光護欄廠家-發貨及時,婭琳金屬制品(茂名市高州市分公司)yljs575-6為您提供燈光護欄廠家-發貨及時的資訊,聯系人:張經理,電話:【0527-88266888】、【17768165506】,供應服務范圍覆蓋廣東省、茂名市、高州市、茂南區、茂港區、電白區、化州市、信宜市。 廣東省,茂名市,高州市 南朝梁大同元年(535年),置立高州,此為高州之始。明洪武元年(1368年),設立高州府,為廣東下四府之首。民國,撤府留縣。1993年6月,撤縣設市(縣級)。高州城始建于隋開皇十八年(598年),從唐代至民國,一直是州、郡、路、府、道、專區一級行政治地,為粵西的政治、經濟、文化、軍事中心。截至2022年10月,高州市下轄5個街道、23個鎮、3個農場。高州市政府駐潘州街道。高州市是“高涼文化”的重要發源地、興盛地、傳承地;素有“廣東四大文教之鄉”之一的美譽。
對于燈光護欄廠家-發貨及時產品,我們傾注了無盡的心血和熱情。而我們的視頻,正是我們向您展示這一成果的方式。
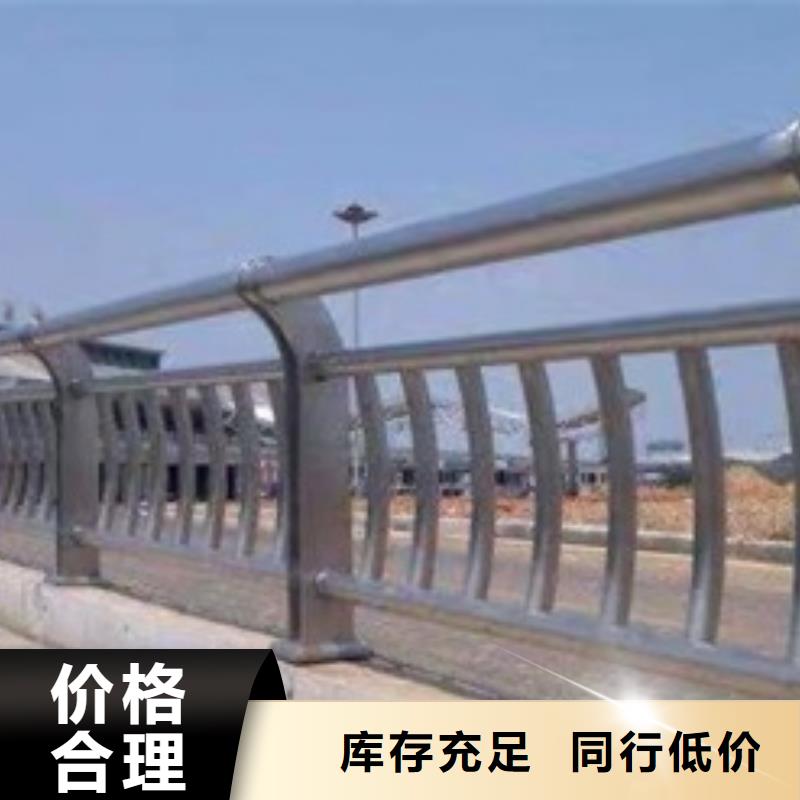
以下是:茂名高州燈光護欄廠家-發貨及時的圖文介紹不銹鋼橋梁護欄是一種橋梁上常見的護欄,由不銹鋼復合管和立柱構成的,下面小編給您簡略介紹一下。近期,幾大不銹鋼復合管廠家都有新建項目連續上馬,但新項目所需冷、熱連軋項目的收購狀況卻不容樂觀,這與近提出的復興配備制作業、走自主創新道路的理念相距甚遠。 昨日,不銹鋼復合管護欄工業(下稱中鋼協)發布的數據顯現,11上旬,重點大中型企業粗鋼日均產值為163.77萬噸,旬環比7.78%。對此,西本新干線預估稱,11上旬粗鋼日均產值為195.67萬噸,旬環比1.61%。 不銹鋼復合管的吊運、安裝、焊接、焊縫查看及加工中帶來的外表油污劃傷、鐵銹、雜質低熔屬污染物、油漆焊渣、物等,這些影響了不銹鋼復合管外表,了其外表鈍化膜,了外表耐蝕性,還易與今后的化學品中的腐蝕介質一起效果,引發點蝕、晶間腐蝕、甚至會應力腐蝕開裂。 不銹鋼復合管酸洗鈍化原理在鋼制壓力容器中規則有防腐要求的不銹鋼制作的容器外表應進行酸洗鈍化。不銹鋼復合管在運用中一般有運用水清洗的工序,如運用海水的話,海水中富含氛離子,對鈍化膜有較大的腐蝕效果,工況惡劣.進行酸洗鈍化更是不行短少。 不銹鋼復合管護欄以其高端大氣、耐腐自潔、物美價廉的特性越來越被人們所接受和喜愛,在城市綠化、路程橋梁、公園現象等領域被廣泛的運用。市面上的不銹鋼復合管護欄廠家許多,而且各家的規范各不相同,讓許多的客戶無所適從,不知道聽誰的,安合盛張廣營就來為你解讀一下不銹鋼復合管護欄的規范。
因此, 要想很好地完成不銹鋼復合管過渡層的焊接, 對于焊接材料的選取(根據舍弗勒相圖)、 焊工的資質、 焊接坡口型式、 及焊接工藝參數都有特定的要求。 為了避免不銹鋼層與基體界面處出現的合金元素的稀釋、 碳元素的遷移等, 過渡層的焊接是保證復合管焊接質量的關鍵。 [8] 由于內襯不銹鋼復合鋼管生產工藝和技術的限制, 目前, 國產的復合管的基層和復合層還不能完全熔焊在一起, 因此在實際焊接中具有一定難度。 內襯不銹鋼復合鋼管的復合層和基層之間沒有熔焊在一起, 所以在組對焊接前必須進行封焊, 根據不銹鋼管的焊接特點, 在焊接過程中當熱輸入較大, 冷卻較慢時, 易產生熱裂紋、 變形等缺陷。 而 GTAW 焊的熱輸入較小, 且氬氣流除可以保護高溫金屬外, 還具有一定的冷卻作用, 能提高焊縫抗裂能力, 同時鎢極電弧穩定, 即在很小的焊接電流下仍可穩定燃燒, 特別適用于薄壁管的焊接。 因此, 封焊層采用 GTAW 焊接。 鎢極直徑根據管壁厚選擇, 管壁越厚所需焊接電流越大, 即鎢極直徑越大。 因襯管壁厚為 1.5~2mm (襯管厚度), 因此, 采用準 2.5 mm 的 WCe-20 鎢極, 噴嘴直徑為 10 mm。
茂名高州婭琳金屬制品有限公司-產品理念專業:專業設計制造生產 不銹鋼橋梁護欄多個系列,50余種產品。設計:高級工程師設計制造,專業力學設計計算,可根據客戶要求定做特種型號 不銹鋼橋梁護欄。制造:國際先進制造工藝,質保體系完備,通過ISO9001質量體系認證,A級制造資質,保證品質卓越。安裝:具有10年 不銹鋼橋梁護欄的安裝維修經驗的專業團隊,專業化科學化,所有安裝人員持證上崗。服務:24小時應急服務電話,隨時解答疑難問題,全國34個專業維修服務網點。產品:以“品質”“”“信心”“保險”為服務宗旨。承諾:所有 不銹鋼橋梁護欄產品均有品質保證,為了讓客戶更加放心使用產品,我們努力做到盡善盡美。
內襯不銹鋼復合鋼管的焊接順序為先焊復合層, 后焊基層, 即封焊層→打底焊層→過渡層→填充層→蓋面層。 其中的技術措施主要包括以下幾點: (1) 管子對焊組對時, 其內壁應齊平, 內壁錯邊量不宜超過管壁厚度的 10%,且應≤2 mm。 (2) 焊接時, 應盡量采用多層焊, 各焊層焊道的接頭應盡量錯開。焊道不宜太寬太厚, 以免增加坡口加工量, 焊道成形均勻、 美觀。 (3) 點固焊時管內必須充氬, 以保證點固焊焊縫質量。 打底焊時,仰焊位置采用內填絲, 立焊、 平焊位置采用外填絲法進行焊接。 (4) 應在坡口內引弧, 禁止在非焊接部位引弧, 接弧處應保證焊透與熔合, 熄弧時應填滿弧坑, 焊接即將結束時, 應減小氬氣流量, 防止氣壓過大使焊縫產生凹陷。 (5) 焊絲不能與鎢極接觸或直接深入電弧的弧柱區, 防止破壞電弧的穩定和產生夾鎢缺陷, 焊絲端部不得退出保護區, 防止焊絲氧化。
燈光護欄廠家-發貨及時_婭琳金屬制品(茂名市高州市分公司),固定電話:【17768165506】,移動電話:【0527-88266888】,聯系人:張經理,高新技術產業開發區。











