
以下是:青海省西寧市熱水利達襯塑鋼管熱水利達襯塑鋼管的產品參數
產品參數 產品價格 6000 發貨期限 無 供貨總量 4000 運費說明 1 名稱 襯塑復合管 材質 Q235B 執行標準 GB/T28897-2012 長度 6米 范圍 熱水利達襯塑鋼管熱水利達襯塑鋼管供應范圍覆蓋青海省、西寧市、海東市、海北市、海南市、海西市、玉樹市、果洛市、黃南市 湟中區、湟源縣等區域。 【利達】為客戶提供多樣化產品,包括湟中鍍鋅鋼管大量現貨供應、湟源鍍鋅鋼管廠家品控嚴格、海西鍍鋅鋼管購買的是放心、果洛鍍鋅鋼管真誠合作、玉樹鍍鋅鋼管服務至上、海東鍍鋅鋼管實拍品質保障、海北鍍鋅鋼管本地配送、海南鍍鋅鋼管廠家大量現貨等,適配多元場景需求。熱水利達襯塑鋼管熱水利達襯塑鋼管,利達管道科技(西寧市分公司)tjchgg415-6為您提供熱水利達襯塑鋼管熱水利達襯塑鋼管,供應服務范圍覆蓋青海省、西寧市、海東市、海北市、海南市、海西市、玉樹市、果洛市、黃南市 湟中區、湟源縣,聯系人:賈經理,電話:【0527-88266888】、【17768165506】。 青海省,西寧市 西寧歷史文化源遠流長,有著獨特的自然資源,絢麗多彩的民俗風情,是青藏高原一顆璀璨的明珠,取“西陲安寧”之意。先后獲得全國衛生城市、中國特色魅力城市200強、中國旅游城市、中國園林綠化先進城市、森林城市、全國文明城市等榮譽稱號,是“無廢城市”建設試點城市。
想要一睹熱水利達襯塑鋼管熱水利達襯塑鋼管產品的真容嗎?快來觀看我們的視頻吧!我們將帶您走進一個全新的世界,感受產品的魅力與品質。以下是:青海西寧熱水利達襯塑鋼管熱水利達襯塑鋼管的圖文介紹
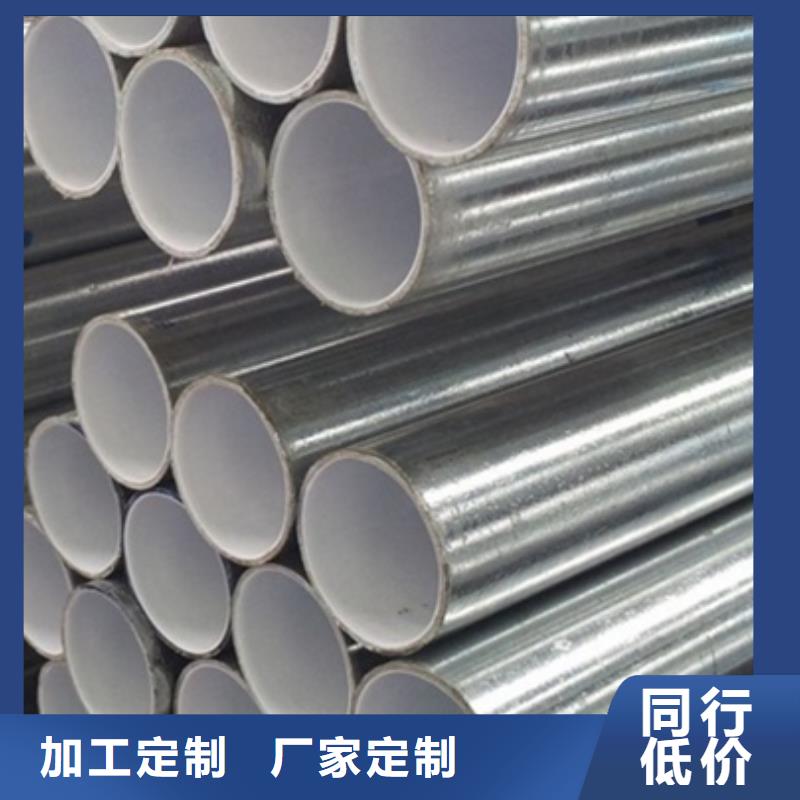
襯塑鋼管,又名鋼塑復合管,以鍍鋅無縫鋼管、焊接鋼管為基管,內壁去除焊筋后,襯入與鍍鋅管內等徑的食品級聚乙烯(PE)管材,聚乙烯襯層厚度要求符合CJ/T136-2007標準,后加壓加熱后一定時間后成型,是傳統鍍鋅管的升級型產品。 目前,在建筑給水行業中,高層建筑的給水管和消防管材長期使用壓力約為1.6MPa左右,因此內筋嵌入式襯塑鋼管的設計壓力確定在2.0MPa基本上能滿足建筑給水的壓力使用要求,同時這一參數也是壁厚設計的重要參數。 使用溫度也是管材設計的一個重要參數,它決定著材料的許用應力。在行業中按輸送水的溫度分為冷水和熱水,冷水溫度一般為0℃~25℃,但明裝管路內介質溫度受大氣溫度影響,我國南方夏季氣溫可高達40℃左右,而北方氣溫在冬季可低于-40℃,但是水于0℃以下就會凝固成冰,從而達不到用水的目的。因此在行業中有保溫的一些規范,使管路中水的溫度一直保持在0℃以上,以保持流體的可流動性。熱水一般用于采暖、淋浴,水溫通常為75℃以下,瞬間溫度可達為95℃左右。 介于以上調研,內筋嵌入式襯塑鋼管分為冷水型和熱水型兩大類,確定冷水型長期使用溫度為0℃~55℃,熱水型管材的長期使用溫度為0℃~75℃,瞬間溫度可達95℃。規格按管道通徑標準化確定為DN15、DN20、DN25、DN32、DN40、DN50、DN65、DN80、DN100、DN125、DN150、DN200、DN250、DN300等品種。
青海西寧利達管道科技有限公司根據市場發展的需要在進一步完善定型產品的基礎上,不斷開發出新產品和引進先進的生產技術。 鍍鋅鋼管產品設計先進,制作精細,性能可靠,具有國際先進水平,暢銷全國,在同行中享有較高聲譽,并深受廣大用戶的信賴!銷售網絡覆蓋面廣,產品適用范圍大,遍布全國各地。
襯塑鋼管,以普通碳鋼為基體,在熱塑性復合材料的冷或滾塑成型具有優良的化學穩定性,它既有機械性能和耐腐蝕性能的鋼管、塑料管、腐蝕和結垢的特點,沒有微生物的增長,酸、堿、鹽運、理想氣體管道腐蝕介質。
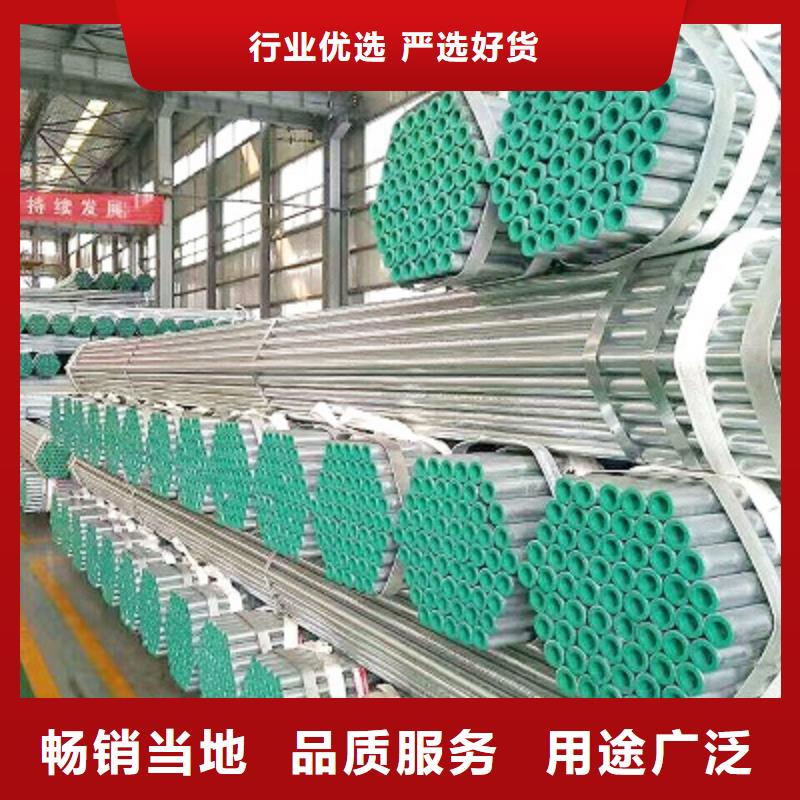
塑料內襯鋼管應用范圍:
化工:酸、堿、鹽制造、化肥、化工、橡膠、塑料等行業輸送腐蝕性氣體和液體和固體粉末的工藝管和排料管。
動力工程:工藝水輸送、回水、廢渣、粉煤灰輸送。
礦業:紙漿,爐渣,爐渣,尾礦排放,回填,通風,氣體噴射和噴射混凝土。油田廢水、污水氣體、油氣混合物、采油工藝管道輸送。
市行業:供水,建立城市飲用水、消防用水、熱水、煤氣、天然氣輸送、公路地下排水和綠化帶的灌溉渠道。
您是想要在青海省西寧市采購高質量的熱水利達襯塑鋼管熱水利達襯塑鋼管產品嗎?利達管道科技(西寧市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的熱水利達襯塑鋼管熱水利達襯塑鋼管產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:賈經理-【17768165506】,地址:《天津西青區中北鎮萬卉路南段西側華亭麗園三區31-2-802-1》。








