
以下是:廣州市海珠區圓管彎管機-圓管彎管機高性價比的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 圓管彎管機-圓管彎管機供應范圍覆蓋廣東省 廣州市 荔灣區、越秀區、海珠區、天河區、白云區、黃埔區、番禹區、花都區、南沙區、蘿崗區、增城區、從化區等區域。 【愚公斧】為您提供越秀愚公斧巖石撐裂機以質量求生存、白云愚公斧巖石撐裂機一手貨源、番禹愚公斧巖石撐裂機符合行業標準、蘿崗愚公斧巖石撐裂機資質認證、增城愚公斧巖石撐裂機工廠直銷等多元產品與服務。圓管彎管機-圓管彎管機高性價比,愚公斧開山機械設備制造(海珠區分公司)yuanganlengwanji237-6為您提供圓管彎管機-圓管彎管機高性價比的資訊,聯系人:李總工,發貨地:小店區208國道東浦村東浦路一號。 廣東省,廣州市,海珠區 2022年,海珠區實現地區生產總值2502.52億元、同比(下同)增長1.4%。固定資產投資478.02億元、增長14.8%。
想要一睹圓管彎管機-圓管彎管機高性價比產品的真容嗎?快來觀看我們的視頻吧!我們將帶您走進一個全新的世界,感受產品的魅力與品質。以下是:廣州海珠圓管彎管機-圓管彎管機高性價比的圖文介紹
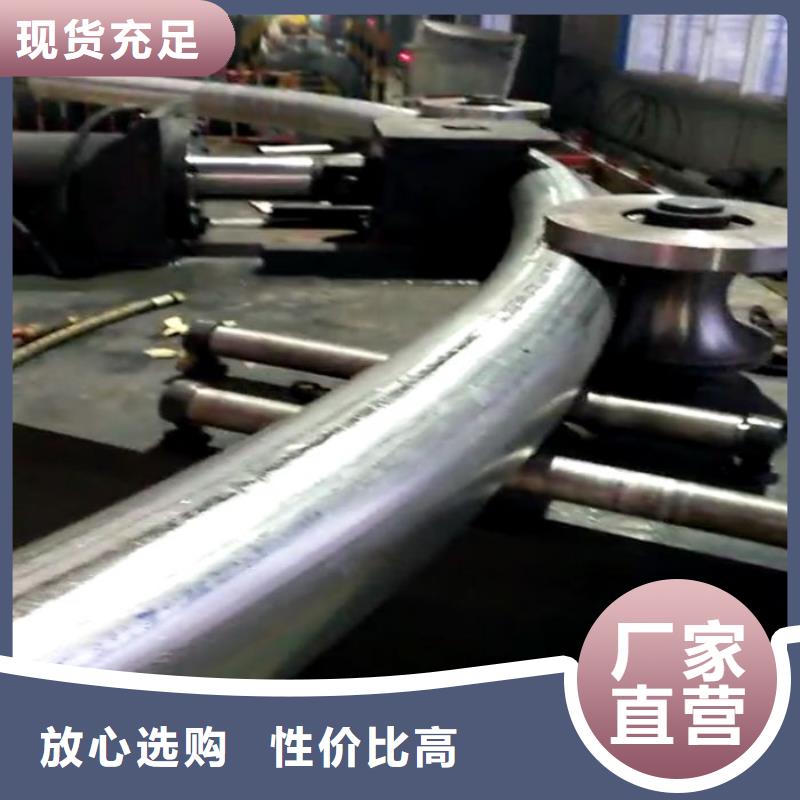
大型圓管彎管機直銷設備特點:
1、機器運作穩定.具有手動、自動、半循環、全循環等多種功能任意選擇.機頭,彎管設計,提供大彎管空間.
2、模板更換簡單方便,便于彈性生產.大容量冷卻循環系統,使機器運行更穩當移動式腳踏式開關,具有自動啟動、緊急停止、緊停連續三種功能.
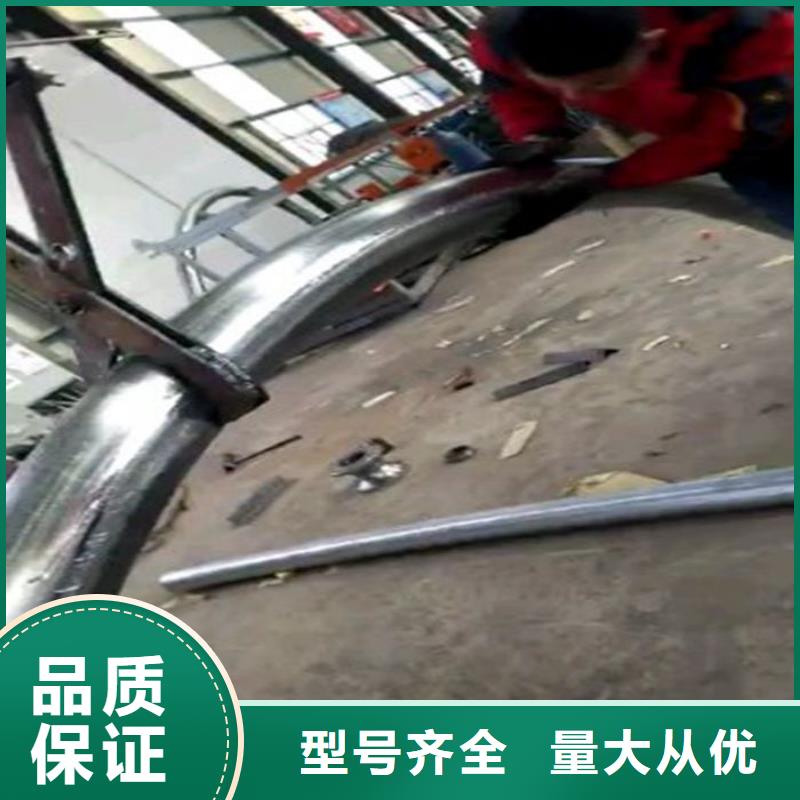
大型彎管機的幾個技術熱點:
1.管型規整化:設計和排管時要避免過大的圓弧、任意曲線、復合彎以及大于180°的圓弧。過大的圓弧不但使機械笨重,而且受彎管機機床尺寸的限制;任意曲線、復合彎設計造型很不合理,妨礙了機械化、自動化生產,使操作者不好擺脫笨重的體力勞動:大于180°的圓弧使彎管機無法卸模。
2.彎曲半徑標準化:彎曲半徑要盡量實現“一管一模”和“兩管一模”。對于一根管子來說,彎曲角度如何,其彎曲半徑只能有一個,因為彎管機在彎曲過程中不更換模塊,這就是“一管一模”。而“多管一模”就是相鄰直徑規格的管子應盡量采用同一套模具,也就是使用同一套模具彎曲兩種相鄰型號的圓管,這樣才有利于減少模具的數量,減少了成本。
3.適當的彎曲半徑值:圓管彎曲半徑的大小,決定了圓管在彎曲成型時所受阻力的大小。一般來說,管徑大彎曲半徑小,彎曲時容易出現內皺和打滑現象,彎曲質量很難,所以一般選用彎管模的r值為管子直徑的2、3倍為好。
4.適中的彎曲成型速度:彎曲成型速度對成型質量的主要影響為:速度太快,容易造成圓管彎曲部分的扁平,圓度打不到要求,造成圓管的拉裂、拉斷:速度太慢,容易造成圓管的起皺和壓緊塊打滑,大管徑的管子易形成圓管彎曲部分的下陷。針對這兩臺數控彎管機上大量的試驗,將圓管的彎曲速度定為機器彎曲速度的20%-40%為宜。
5.合適的芯棒及其位置:芯棒在彎曲過程中主要起著支撐圓管彎曲半徑的內壁防止其變形的作用。目前管材在機床上彎曲成型若不適用芯棒。芯棒的形式有很多種,如柱式芯棒,定向單、多球頭芯棒等。另外芯棒的位置對圓管彎曲成型也有影響:理論上,它的切線應與彎管模的切線平齊,單經過大量的試驗證明,提前1-2mm較好,此時彎管質量比較理想。當然,提前量太大,會造成彎曲部分的外壁出現所謂“鵝頭”的現象。
11年來,廣州海珠愚公斧開山機械設備制造有限公司一直堅定不移地致力于“向用戶提供各種各樣的 愚公斧巖石撐裂機產品,其 愚公斧巖石撐裂機產品質量超過了國際標準。今年公司投入大量資源,通過先進的生產設備、和測試設備,建立新工廠,提高標準和定制 愚公斧巖石撐裂機產品的生產效率。也保證了每一道工序的科學性。在未來,我們正努力成為全球客戶喜愛的品牌,并始終堅持以“創新和綠色邏輯”為核心的核心經營戰略。
大型彎管機的幾個技術熱點:
1.管型規整化:設計和排管時要避免過大的圓弧、任意曲線、復合彎以及大于180°的圓弧。過大的圓弧不但使機械笨重,而且受彎管機機床尺寸的限制;任意曲線、復合彎設計造型很不合理,妨礙了機械化、自動化生產,使操作者不好擺脫笨重的體力勞動:大于180°的圓弧使彎管機無法卸模。
2.彎曲半徑標準化:彎曲半徑要盡量實現“一管一模”和“兩管一模”。對于一根管子來說,彎曲角度如何,其彎曲半徑只能有一個,因為彎管機在彎曲過程中不更換模塊,這就是“一管一模”。而“多管一模”就是相鄰直徑規格的管子應盡量采用同一套模具,也就是使用同一套模具彎曲兩種相鄰型號的圓管,這樣才有利于減少模具的數量,減少了成本。
3.適當的彎曲半徑值:圓管彎曲半徑的大小,決定了圓管在彎曲成型時所受阻力的大小。一般來說,管徑大彎曲半徑小,彎曲時容易出現內皺和打滑現象,彎曲質量很難,所以一般選用彎管模的r值為管子直徑的2、3倍為好。
4.適中的彎曲成型速度:彎曲成型速度對成型質量的主要影響為:速度太快,容易造成圓管彎曲部分的扁平,圓度打不到要求,造成圓管的拉裂、拉斷:速度太慢,容易造成圓管的起皺和壓緊塊打滑,大管徑的管子易形成圓管彎曲部分的下陷。針對這兩臺數控彎管機上大量的試驗,將圓管的彎曲速度定為機器彎曲速度的20%-40%為宜。
5.合適的芯棒及其位置:芯棒在彎曲過程中主要起著支撐圓管彎曲半徑的內壁防止其變形的作用。目前管材在機床上彎曲成型若不適用芯棒。芯棒的形式有很多種,如柱式芯棒,定向單、多球頭芯棒等。另外芯棒的位置對圓管彎曲成型也有影響:理論上,它的切線應與彎管模的切線平齊,單經過大量的試驗證明,提前1-2mm較好,此時彎管質量比較理想。當然,提前量太大,會造成彎曲部分的外壁出現所謂“鵝頭”的現象。
您是想要在廣州市海珠區采購高質量的圓管彎管機-圓管彎管機高性價比產品嗎?愚公斧開山機械設備制造(海珠區分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的圓管彎管機-圓管彎管機高性價比產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:李總工,地址:《小店區208國道東浦村東浦路一號》。







