
以下是:寧德市柘榮縣螺旋鋼管優選商家的產品參數【全通】為客戶提供多樣化產品,包括福安螺旋鋼管質量不佳盡管來找我、蕉城螺旋鋼管源頭廠商、周寧螺旋鋼管匠心品質、屏南螺旋鋼管高性價比、壽寧螺旋鋼管大廠生產品質、古田螺旋鋼管嚴選用料等,適配多元場景需求。選購螺旋鋼管優選商家來寧德市柘榮縣找全通管道(寧德市柘榮縣分公司)quantong1364-6,我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:銷售部 王經理-【177681665506】,地址:[南開發區]。 福建省,寧德市,柘榮縣 2018年9月25日,獲得商務部“2018年電子商務進農村綜合示范縣”榮譽稱號。2018年12月,榮獲第二批生態文明建設示范市縣稱號。2020年4月,柘榮縣達到脫貧退出條件,退出福建省省級扶貧開發工作重點縣。
想要更直觀地了解螺旋鋼管優選商家產品嗎??產品視頻,帶你走進產品世界
以下是:寧德柘榮螺旋鋼管優選商家的圖文介紹
大口徑螺旋鋼管廠家價格市場與世界同步,質量與生命共存,螺旋鋼管用途:螺旋鋼管主要應用于自來水工程、石化工業、化學工業、電力工業、農業灌溉、城市建設,是我國開發的二十個重點產品之一。作液體輸送用:給水、排水。作氣體輸送用:煤氣、蒸氣、液化石油氣。作結構用:作打樁管、作橋梁;碼頭、道路、建筑結構用管等。承壓流體輸送用螺旋縫埋弧焊鋼管SY5036-83主要用于輸送石油、天然氣的管線;承壓流體輸送用螺旋縫高頻焊鋼管SY5038-83,用高頻搭接焊法焊接的,用于承壓流體輸送的螺旋縫高頻焊鋼管。焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。采用空氣等離子切割機將鋼管切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。每根鋼管經過靜水壓試驗,采用SY/T5037-2000石油天然氣行業標準和GB/T9711.1-1997、GB/T9711.2-1997石油天然氣工業標準生產直徑159--2820mm壁厚3.5--26mm之間各種鋼級雙面埋弧焊螺旋鋼管及直徑57-630mm,壁厚3-16mm之間直縫焊接鋼管,我們并代理包鋼、天鋼、成鋼產碳鋼無縫鋼管以及合金無縫鋼管,產品材質:Q235、Q345、10#、20#、16Mn、27Sin、L245、L290、L360、X42、X52、X60、X65、X70、X80等。
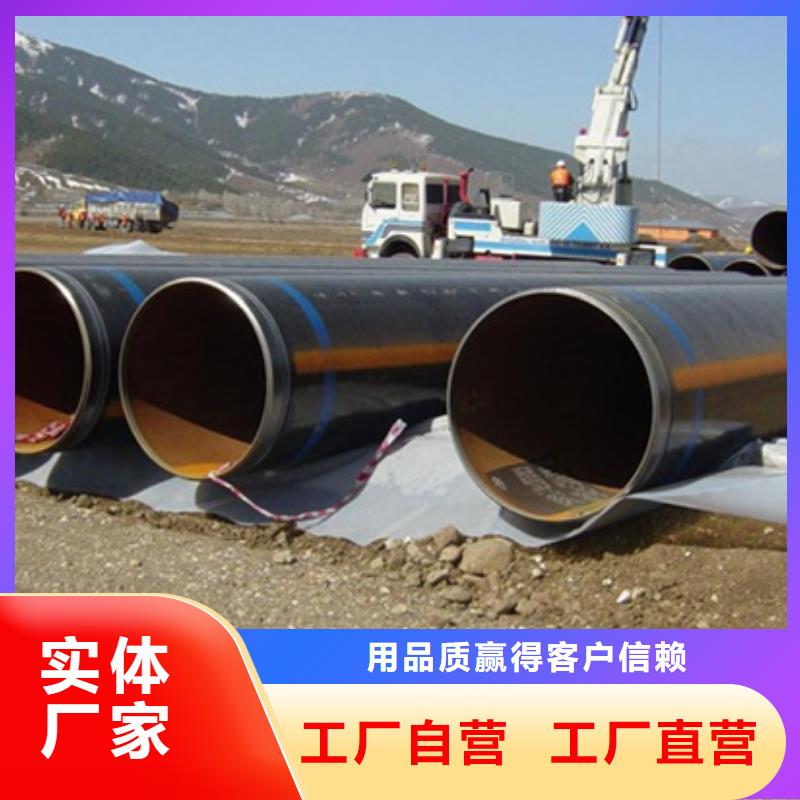
螺旋管特點:直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。城市排水用螺旋管制作工藝;除美國鋼鐵公司外,產能關停大潮還席卷了歐洲鋼鐵企業。10月份,印度鋼鐵企業塔塔鋼鐵宣布關閉位于英國的斯肯塔普長材生產中心斯肯索普廠,裁員1200人;泰國偉成發(SSI)鋼鐵公司關閉了其在英格蘭雷德卡的工廠,裁員約2200人;英國卡帕羅鋼鐵公司于9月份宣布破產,1700名鋼鐵工人失業。排水用Q235B螺旋鋼管廠家滄州全通管道有限公司是河北大型的螺旋鋼管廠家,我公司專業生產Q235B大口徑螺旋鋼管,Q345B大口徑螺旋鋼管,供排水用Q235B大口徑螺旋鋼管,飲用水管道用Q235B螺旋鋼管,自來水管道用Q235B大口徑螺旋鋼管,地埋輸水管道用Q235B螺旋鋼管,污水廠用Q235B螺旋鋼管,水廠用內外防腐大口徑螺旋鋼管,我公司直銷螺旋鋼管價格有優勢.螺旋鋼管的強度一般比直縫焊管高,能用較窄的坯料出產管徑較大的焊管,還可以用同樣寬度的坯料出產管徑不同的焊管。但是與相同長度的直縫管比擬,焊縫長度增加30~,而且出產速度較低。
因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊!
全通管道是一家專業生產,螺旋鋼管.直縫鋼管.無縫鋼管.防腐鋼管.保溫鋼管3pe防腐管道.環氧煤瀝青防腐.滄州市全通管道有限公司是一家管道以及配套設備生產銷售為一體的集團企業,公司位于河北省滄州市鹽山經濟開發區,公司的主導產品為石化、電力管道、管件;輸油、輸汽管道、管件;集中供熱工程高密度聚乙烯和鋼套鋼預制直埋保溫管道、管件;襯塑管道、襯塑管件。大口徑螺旋鋼管是一種籠統的叫法,一般是指直徑大于1米的螺旋鋼管。螺旋鋼管是用鋼帶經過彎曲成型,然后經焊接制成。鋼管要進行水壓、彎曲、壓扁等實驗,對表面質量有一定要求,通常交貨長度為12米,常要求定尺交貨。螺旋鋼管的規格用公稱口徑表示(毫米),公稱口徑與實際不同,按規定壁厚有普通鋼管和加厚鋼管兩種厚壁鋼管質量的關鍵要數壁厚的均勻度,厚壁鋼管的壁厚得不到控制將直接影響鋼管質量和用途,厚壁鋼管,大口徑厚壁鋼管一般用在各種機械加工,厚壁零件加工,厚壁鋼管的管壁的均勻將直接影響后期加工零件的質量,厚壁鋼管的管壁得不到控制,是整體鋼管的質量得不到嚴格把關。公司擁有先進的螺旋縫雙面埋弧焊鋼管生產線9條,熱軋無縫鋼管生產線2條,石油套管生產線2條,φ219-φ1829mm三層結構聚烯烴(PE、PP)涂敷生產線兩條;φ508-φ3620mm內外環氧防腐生產線一條。
螺旋鋼管是我們目前生產的很先進的一款性價比很高的產品,真的是物美價廉,所以大家有項目需要 螺旋鋼管的話一定要認準 寧德柘榮全通管道有限公司。
d.整條生產線的全部設備具備與計算機數據采集系統聯網的功能,實現數據即時傳輸,由中央控制室對生產過程中的技術參數。堆放原則要求:1、螺旋鋼管堆碼的原則要求是在碼垛穩固、確保的前提下,做到按品種、規格碼垛,不同品種的材料要分別碼垛,防止攪渾和相互侵蝕;2、禁止在螺旋鋼管垛位四周存放對鋼材有侵蝕作用的物品;3、螺旋鋼管垛底應墊高、堅固、平整,防止材料受潮或變形;4、同種材料按入庫先后分別堆碼;5、露天堆放的螺旋鋼管型鋼,下面必需有木墊或條石,垛面略有傾斜,以利排水,并留意材料安放平直,防止造成彎曲變形;6、螺旋鋼管堆垛高度,人工功課的不超過1.2m,機械功課的不超過1.5m,垛寬不超過2.5m7、垛與垛之間應留有一定的通道,檢查道一般為0.5m,出入通道視材料大小和運輸機械而定,一般為1.5~2.0m;8、露天堆放角鋼和槽鋼應俯放,即口朝下,工字鋼應立放,鋼材的I槽面不能朝上,以免積水生銹;9、垛底墊高,若倉庫為向陽的水泥地面,墊高0.1m即可;若為泥地,須墊高0.2~0.5m。若為露天場地,水泥地面墊高0.3~0.5m,沙泥面墊高0.5~0.7m。質量檢測:螺旋鋼管在出廠之前應做機械性能試驗和壓扁試驗以及擴口試驗,并要達到標準規定的要求。直縫鋼管的質量檢測方法如下:1、從表面上判斷,也就是在外觀檢驗。
今年在寧德市柘榮縣購買螺旋鋼管優選商家有了新選擇,全通管道(寧德市柘榮縣分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的螺旋鋼管優選商家產品。如需購買或咨詢,請隨時聯系我們,聯系人:銷售部 王經理-【177681665506】,地址:南開發區。













