

以下是:廣西省賀州市電解拋光設備出廠價的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 不銹鋼奧氏體馬氏體 產地 張家港 規格 36KG/桶 類型 不銹鋼拋光去毛刺去除焊點增強抗腐蝕能力 顏色 淡綠色 品牌 張家港燈鼎科技 型號 DD-204 可定制 是 使用壽命 3-5年 范圍 電解拋光設備供應范圍覆蓋廣西省、桂林市、南寧市、柳州市、梧州市、北海市、欽州市、貴港市、玉林市、百色市、賀州市、河池市、來賓市、崇左市、防城港市 八步區、昭平縣、鐘山縣等區域。 【前海燈鼎】以匠心打造多元場景產品,涵蓋八步電解拋光設備應用范圍廣泛、鐘山電解拋光設備源頭直供、柳州電解拋光設備滿足多種行業需求、崇左電解拋光設備現貨快速采購、防城港電解拋光設備口碑好實力強、南寧電解拋光設備48小時發貨等。在廣西省賀州市采買電解拋光設備出廠價到前海燈鼎實業(賀州市分公司)qhdd708-6,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。供應服務范圍覆蓋廣西省、桂林市、南寧市、柳州市、梧州市、北海市、欽州市、貴港市、玉林市、百色市、賀州市、河池市、來賓市、崇左市、防城港市 八步區、昭平縣、鐘山縣,聯系人:楚先生-【17768165506】。 廣西壯族自治區,賀州市 賀州市自古以來就是桂粵湘三省(區)通衢之地,留存著跨越千年的歷史人文底蘊。有以瀟賀古道為基石的古道文化、以南嶺民族文化為元素的民俗風情文化、以錫礦采冶為載體的礦業文化。春秋戰國之前,賀州地域屬交趾;漢代置蒼梧郡,三國設臨賀郡,隋代立賀州郡,明清屬平樂府、梧州府;1997年,設立賀州地區;2002年,經中華人民共和國國務院批準撤銷賀州地區設立賀州市。
為了讓您更地了解我們的電解拋光設備出廠價,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。
以下是:廣西賀州電解拋光設備出廠價的圖文介紹
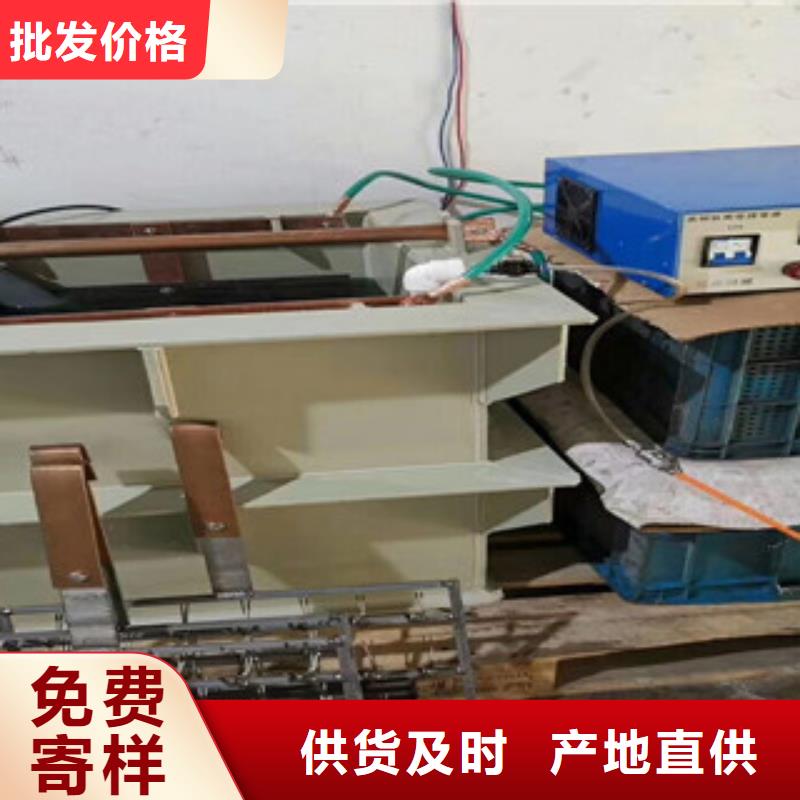
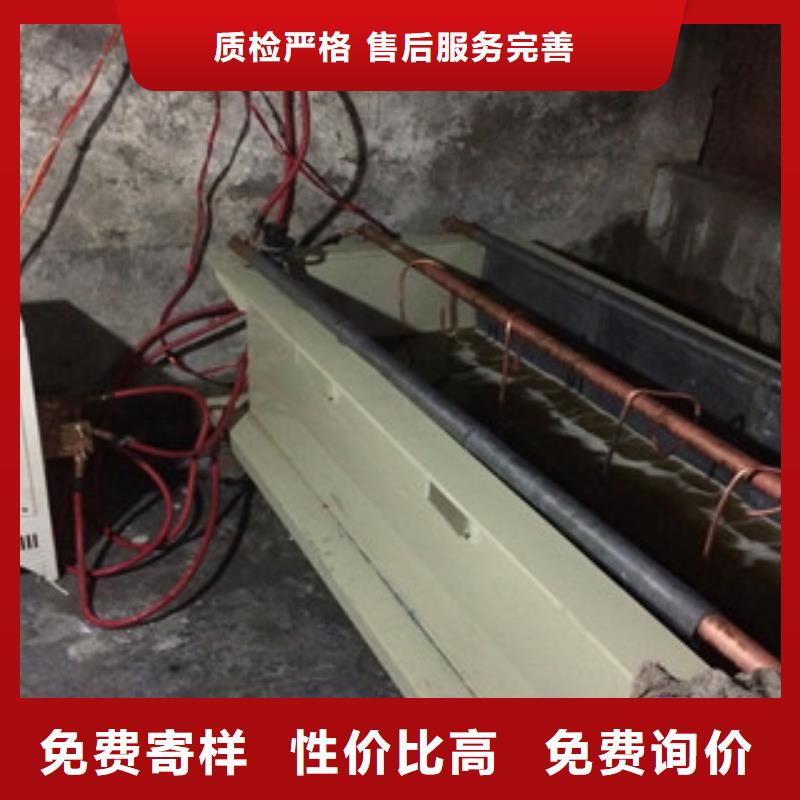
不銹鋼電解拋光的工藝流程:機械拋光--化學拋光--清洗--腐蝕--清洗--化學拋光--清洗--電解拋光--熱水回收--清洗--鈍化--清洗--開水燙干--老化--檢驗--包裝。對于拋光要求高的,按此流程較好。對于拋光要求低者,可以省去化學拋光或機械拋光。1電解液加熱:加熱溫度到60°加熱管斷電,攪拌均勻后開始電解拋光。斷電后加熱管不要馬上拿出來,否則會燒掉加熱管。也不要連續長時間加熱,容易燒掉加熱管。2、工件除油:如工件表面有油污,需先進行除油處理,確保工件表面上無殘留油污。3、水洗:清洗工件表面上的除油劑。4、工件除焊斑:如工件表面上有焊斑,需先進行除焊斑處理。5、水洗:清洗工件上的酸洗膏。6、晾干:可自然風干,確保工件上無殘留的水;7、電解拋光:需要電解拋光機和一個電解槽以及導電銅材進行連接,加熱電解液至60度左右,把鉛板固定在陰極,需電解拋光的工件掛在陽極,然后調整電壓在8-12伏,拋2-8分鐘取出工件。完成電解拋光。8、水洗:清洗工件上的電解液9、堿水洗:內盛5%堿性溶液,中和工件上的電解液。堿性溶液可以使用純堿。10、再次水洗:需要水洗槽,內盛普通清水。11、高壓水槍沖洗:徹底清洗工件上的電解液,確保工件上無殘留的電解液。12、晾干:可自然風干,也可采用吹風設備吹干,整個電解工藝完成。
您的滿意是我們的追求,廣西賀州前海燈鼎實業有限公司將竭誠為您服務!
公司宗旨:為客戶創造價值,為員工創造機會,為社會創造效益。
公司使命:為客戶解決“減少人工,降低成本,提率,品質”及提高國內 電解拋光設備研發水平和廣泛應用為使命。
品牌定位:努力打造 電解拋光設備行業的標桿品牌。
質量方針:創新是根本,質量是生命。
管理理念:以人為本,科學管理。
企業精神:誠信、務實、開拓、創新。
好多人問電解拋光液如何保護,下面張家港燈鼎科技有限公司的楚先生告訴大家電解拋光液應該如何保護? 1,電解拋光液上面為什么有好多臟東西? 回答:電解拋光產品時前處理沒有做好,在電解產品時一定把產品上面的油和銹處理干凈,不然電解時這些東西會飄在電解液上,會嚴重的影響電解液的壽命,以及電解拋光的質量。 2,電解液不使用時為什么電解液液面會逐漸上升 回答:因為電解液屬于強酸性電解液,在不適用的情況下,電解液吸收空氣中的水蒸氣,所以液面會逐漸上升,不適用的情況下蓋上,因為電解液吸收水,電解液濃度必定下降,影響拋光質量以及拋光液壽命3,電解拋光時為什么時而導電時而不導電? 回答:二個原因:一,掛具有可能跟產品接觸不牢固,掛具有可能與跟陽極銅棒接觸不牢固,沒有電流。二,陰極銅板上有銅綠出現,影響導電效果。4, 電解液用了半年,電解的質量下降的原因?回答:2個原因:一,沒有定期的補加電解液。二,沒有定期的清洗電解液底部的污垢。5,工件拋光后表面有白色的條紋是怎么回事?原因分析:溶液相對密度太大,液體太稠,相對密度大于1.82。解決方法:增大溶液的攪拌程度,如果溶液相對密度太大,用水稀釋至1.72。在90~100℃條件下并加熱一小時。6.為什么拋光后表面有陰陽面,及局部無光澤的現象?原因分析:工件放置的位置沒有與陰極對正,或工件互相有屏蔽。解決方法:將工件進行適當的調整,使工件與陰極的位置適當,使電力分布合理。7.拋光后工件表面平整光潔,但有些點或塊不夠光亮,或出現垂直狀不亮條紋,一般是什么原因引起的?原因分析:可能是拋光后期工件表面上產生的氣泡未能及時脫離并附在表面或表面有氣流線路。
解決方法:提高電流密度,使析氣量加大以便氣泡脫附,或提高溶液的攪拌速度,增加溶液的流動。
產品特點:1 、變壓器選用了納米晶變壓器,整機損耗小,效率高。2 、IGBT驅動采用了自行開發的高性能驅動電路,驅動功率大,保證了IGBT能夠正常工作。3 、整機設計合理,體積小、重量輕。4 、相比可控硅整流電源,節電20%~30%;比普通高頻開關電源節電6%~10%。5 、可接遠程PLC集中控制,采用全電腦控制。6 、主要器件采用進口材料,穩定耐用。
· 初次使用本品者請詳讀物質數據MSDS說明,無經驗者在我司專業技術人員指引下使用,小批量試作合格再批生產;
· 本品為原液使用,使用前請勿往本品加水稀釋;根據工件加工狀況先去油脫脂,沖水確保表面干凈建議簡單酸洗(可使用2%~10%的硫酸溶液或者2%鹽酸+3%硝酸溶液),可視情省略。清水(不可用污水或自然水)沖洗,沖凈工件表面酸洗液。 加熱電解液至60-70度(不銹鋼),70~80度(不銹鐵),把鉛板掛在陰極,需電解拋光的工件用適宜的掛具固定在陽極且保持工件與陰極相對,然后調整電壓在6~10伏左右,拋光0.5~5分鐘取出工件,完成電解拋光工藝。電解拋光液初次使用宜選用較大的電壓和電流.以使溶液達到佳狀態.至電解液出現微綠色,表明已有一定量的鎳、鉻離子溶入電解液中,拋光效果為佳.
在廣西省賀州市采購電解拋光設備出廠價請認準前海燈鼎實業(賀州市分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,供應服務范圍覆蓋廣西省 賀州市 桂林市、南寧市、柳州市、梧州市、北海市、欽州市、貴港市、玉林市、百色市、河池市、來賓市、崇左市、防城港市 八步區、昭平縣、鐘山縣,讓您購買到更加實惠、更加可靠的產品。(聯系人:楚先生-【17768165506】)。













