
以下是:本地的螺旋焊管實體廠家的產品參數本地的螺旋焊管實體廠家_金宏通鋼管有限公司(分宜分公司),固定電話:15153185888,移動電話:15552527888,聯系人:徐建國,QQ:785941798,歷城區大橋路121號 發貨到 新余市分宜縣。 江西省,新余市,分宜縣 宋雍熙元年(984年)8月,分宜始建縣,屬袁州。1983年7月,分宜屬新余市管轄。分宜縣城位于南昌市、長沙市中間,杭南長高鐵、滬昆高速、浙贛鐵路橫貫東西,武吉高速和蒙華鐵路縱貫南北,距宜春明月山機場40分鐘車程。
我們的本地的螺旋焊管實體廠家視頻將帶您走進產品的生產線,讓您親眼見證產品的每一個制作環節和工藝細節。以下是:本地的螺旋焊管實體廠家的圖文介紹
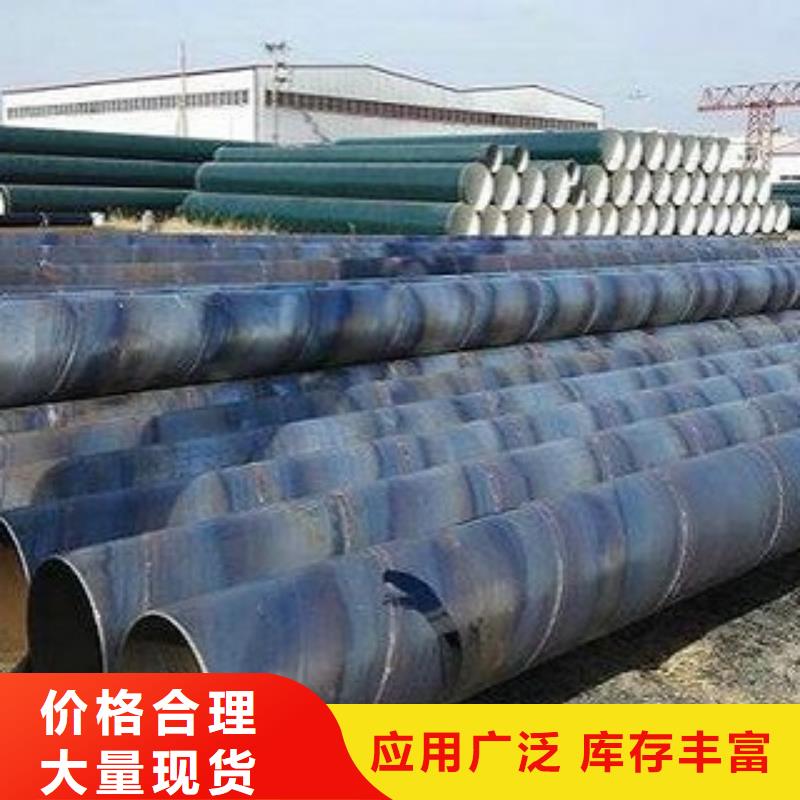
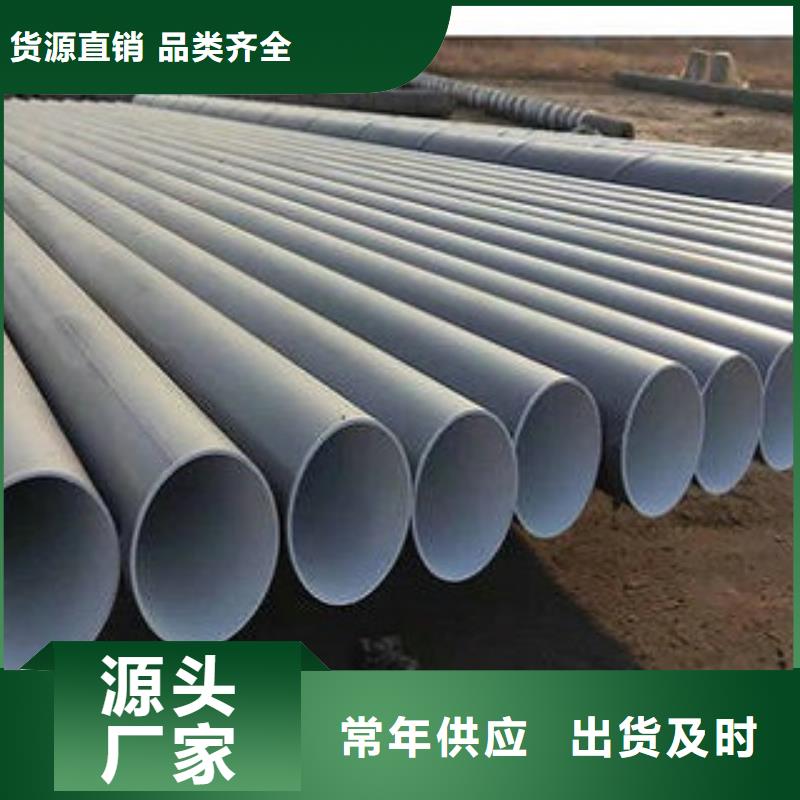
螺旋鋼管生產工藝:是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。
5、采用外控或內控輥式成型。
1、原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。
2、帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。
3、成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。
4、采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。
6、采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。
x
新余分宜金宏通鋼管有限公司為解決客戶的后顧之憂與生產中所遇到的難題,公司成立了【工字鋼】售后服務中心,有受過專業培訓的工程師隨時為客戶提供服務。公司還成立了【工字鋼】技術培訓中心,可對新客戶在設備的操作、工藝調配、設備故障的排除等方面進行系統的培訓,達到買即能用,用就能出優良的【工字鋼】產品,為客戶回報豐厚的利潤。
往往低于相似等級的鋼板,這也提高了螺旋焊管的可焊性。
更需要說明的是,由于螺旋焊管的卷板軋制方向不是垂直鋼管軸線方向(其夾解取決于鋼管的螺旋角),而直縫鋼管的鋼板軋制方向垂直于鋼管軸線方向,因而,螺旋焊管材料的抗裂性能優于直縫鋼管。焊接工藝
從焊接工藝而言,螺旋焊管與直縫鋼管的焊接方法一致,但直縫焊管不可避免地會有很多的丁字焊縫,因此存在焊接缺陷的機率也大大提高,而且丁字焊縫處的焊接殘余應力較大,焊縫金屬往往處于三向應力狀態,增加了產生裂紋的可能性。
而且,根據埋弧焊的工藝規定,每條焊縫均應有引弧處和熄弧處,但每根直縫焊管在焊接環縫時,無法達到該條件,由此在熄弧處可能有較多的焊接缺陷。
為此,吸塵罩的設計原則是:
1、除塵器吸入的風量要大于等離子切割所產生的煙塵和管道內部空氣的總量,應該是在螺旋鋼管內部形成一定量的負壓腔,而且盡量不讓外界的空氣大量進入螺旋鋼管,才能有效地將煙塵吸進除塵器。
2、在螺旋鋼管切割點以后的位置將煙塵堵住,吸入口處盡量避免冷空氣進入螺旋鋼管內部,在螺旋鋼管內部空間形成一個負壓
將煙塵擋板安裝在螺旋鋼管內部隨行小車上并置于等離子槍切割點大約500mm處,在螺旋鋼管切斷后停留一下,達到將煙塵全部吸收。注意煙塵擋板需準確定位在切斷后的位置。此外為使支撐煙塵擋板的隨行小車與螺旋鋼管轉動相互吻合,必須讓隨行小車的走輪角度與內輥角度保持一致。
對于直徑大約800mm的大口徑螺旋焊管等離子切割,可以采用該方法;對于直徑小于800mm,管徑小煙塵不能從出管方向冒出,不必安裝內部擋板。但在成型器煙塵吸入口處,必須有遮擋冷空氣進入的外部擋板。
在新余市分宜縣采購本地的螺旋焊管實體廠家請認準金宏通鋼管有限公司(分宜分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:徐建國-15153185888,QQ:785941798,地址:歷城區大橋路121號)。










