
以下是:安徽省蚌埠市鍍鋅方矩管送貨上門的產(chǎn)品參數(shù)
材質(zhì) Q235 類型 鍍鋅方矩管 長度 6米 品牌 法爾克 倉庫地址 重慶法爾克 規(guī)格 齊全 范圍 鍍鋅方矩管耐候鋼板供應(yīng)范圍覆蓋安徽省 蚌埠市 合肥市、馬鞍山市、黃山市、阜陽市、亳州市、六安市、巢湖市、銅陵市、淮北市、淮南市、蕪湖市、安慶市、滁州市、宿州市、宣城市、池州市 龍子湖區(qū)、蚌山區(qū)、禹會(huì)區(qū)、淮上區(qū)、懷遠(yuǎn)縣、五河縣、固鎮(zhèn)縣等區(qū)域。 【法爾克】為客戶提供多樣化產(chǎn)品,包括合肥耐候鋼板優(yōu)選好材鑄造好品質(zhì)、六安耐候鋼板打造好品質(zhì)、安慶耐候鋼板超產(chǎn)品在細(xì)節(jié)、宿州耐候鋼板廠家型號(hào)齊全、池州耐候鋼板讓利客戶、五河耐候鋼板買的是放心、固鎮(zhèn)耐候鋼板為您提供一站式采購服務(wù)等,適配多元場景需求。鍍鋅方矩管送貨上門,法爾克貿(mào)易(蚌埠市分公司)fek1678-6為您提供鍍鋅方矩管送貨上門的資訊,聯(lián)系人:付經(jīng)理,發(fā)貨地:重慶伏牛大道龍文鋼材市場。 安徽省,蚌埠市 蚌埠市,別稱珠城,安徽省轄地級市,地處安徽省東北部,淮河中游,地處中國南北地理分界線秦嶺—淮河一線,黃淮海平原與江淮丘陵的過渡地帶,北與宿州市接壤,南與淮南市、滁州市相連,東與滁州市和江蘇省宿遷市毗鄰,西與亳州市、淮北市接壤。屬北亞熱帶濕潤季風(fēng)氣候與南溫帶半濕潤季風(fēng)氣候區(qū)的過渡帶,總面積5951平方千米。截至2023年3月,全市下轄4個(gè)區(qū)、3個(gè)縣。截至2022年底,蚌埠市常住人口330.9萬人。
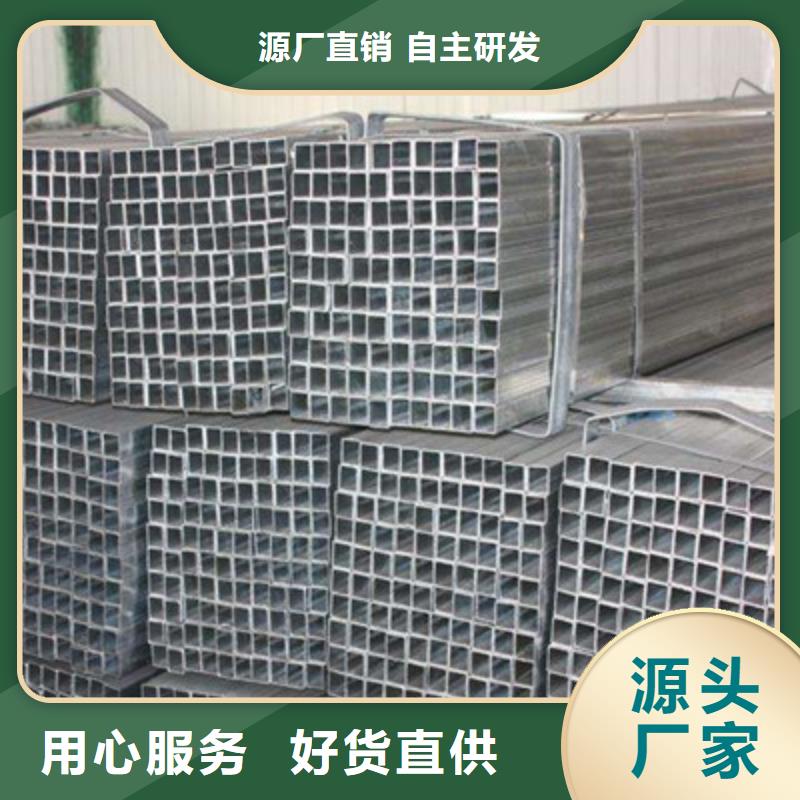
想知道鍍鋅方矩管送貨上門產(chǎn)品在實(shí)際使用中的表現(xiàn)嗎?我們的現(xiàn)場實(shí)拍視頻將為您展示產(chǎn)品的實(shí)際應(yīng)用場景,讓您親身感受其優(yōu)點(diǎn)和特點(diǎn)。以下是:安徽蚌埠鍍鋅方矩管送貨上門的圖文介紹安徽蚌埠耐候鋼板法爾克貿(mào)易有限公司安徽蚌埠耐候鋼板的詳細(xì)介紹
服務(wù)優(yōu)質(zhì) 誠信商家
原材料價(jià)格略有回升,漲幅接近3月水平,通脹壓力相對緩和。成本上升主要與原料包括化工品、塑料、鋼鐵和紡織品的漲價(jià)有關(guān)。廠商也因此繼續(xù)上調(diào)出廠價(jià)格,但整體增幅仍然較小。
需求狀況轉(zhuǎn)弱,導(dǎo)致廠商對未來一年經(jīng)營前景樂觀度降至四個(gè)月低點(diǎn)。部分廠商對未來市場狀況和全球需求表示擔(dān)憂。
財(cái)新智庫莫尼塔研究董事長、首席經(jīng)濟(jì)學(xué)家鐘正生表示,4月財(cái)新中國制造業(yè)PMI仍處于較好景氣區(qū)間內(nèi),但由于出口形勢較嚴(yán)峻,經(jīng)濟(jì)增長對內(nèi)需的依賴度顯著上升。
5月2日公布的4月財(cái)新中國制造業(yè)采購經(jīng)理人指數(shù)(PMI),錄得51.1,較3月回升0.1個(gè)百分點(diǎn),顯示制造業(yè)仍處于輕微擴(kuò)張態(tài)勢。
從分項(xiàng)數(shù)據(jù)看,兩個(gè)制造業(yè)PMI也存在一定差異。財(cái)新中國制造業(yè)PMI中,產(chǎn)出指數(shù)、就業(yè)指數(shù)、采購庫存指數(shù)、產(chǎn)成品庫存指數(shù)均有不同幅度的上升,出廠價(jià)格指數(shù)略微回落,投入價(jià)格指數(shù)止跌企穩(wěn),對企業(yè)盈利狀況有負(fù)面影響;而統(tǒng)計(jì)局制造業(yè)PMI中,生產(chǎn)指數(shù)持平,就業(yè)指數(shù)、采購庫存指數(shù)、產(chǎn)成品庫存指數(shù)下降,出廠價(jià)格指數(shù)回升,投入品價(jià)格指數(shù)下降,則顯示利好企業(yè)盈利狀況。方管力學(xué)強(qiáng)度指的是金屬材料在靜荷作用下適量塑性或者是折斷的功能,拉伸,緊縮,蜿蜒和剪切都是負(fù)荷作用的形式,而方管的力學(xué)性能指的是金屬在沖鋒負(fù)荷的作用下抵制毀壞的威力可以稱之為沖鋒陷陣韌性,強(qiáng)度,塑性,角度在靜負(fù)荷作用下,很多的機(jī)器零件都是在循環(huán)的狀態(tài)下工作的,所以是會(huì)使方管產(chǎn)生疲倦的;布氏硬度,洛式硬度和維式硬度等方法是疲倦常用的方法。因?yàn)榻嵌仁呛饬拷饘俨牧宪浻驳臉?biāo)準(zhǔn),時(shí)下,常用的是壓入角度法,這種這種方法是用定多少荷外形的壓力在定然負(fù)荷下壓入被測試的金屬材料表面,然后根據(jù)被壓入到什么程度,
力學(xué)強(qiáng)度指的是金屬材料在靜荷作用下適量塑性或者是折斷的功能,拉伸,緊縮,蜿蜒和剪切都是負(fù)荷作用的形式,而方管的力學(xué)性能指的是金屬在沖鋒負(fù)荷的作用下抵制毀壞的威力可以稱之為沖鋒陷陣韌性,強(qiáng)度,塑性,角度在靜負(fù)荷作用下,很多的機(jī)器零件都是在循環(huán)的狀態(tài)下工作的,所以是會(huì)使方管產(chǎn)生疲倦的;布氏硬度,洛式硬度和維式硬度等方法是疲倦常用的方法。因?yàn)榻嵌仁呛饬拷饘俨牧宪浻驳臉?biāo)準(zhǔn),時(shí)下,常用的是壓入角度法,這種這種方法是用定多少荷外形的壓力在定然負(fù)荷下壓入被測試的金屬材料表面,然后根據(jù)被壓入到什么程度,以定其角度值;角度的塑性則說的是 金屬材料在正常的負(fù)荷作用下,就算是表面發(fā)生變形也不會(huì)出現(xiàn)完全毀壞的現(xiàn)象。
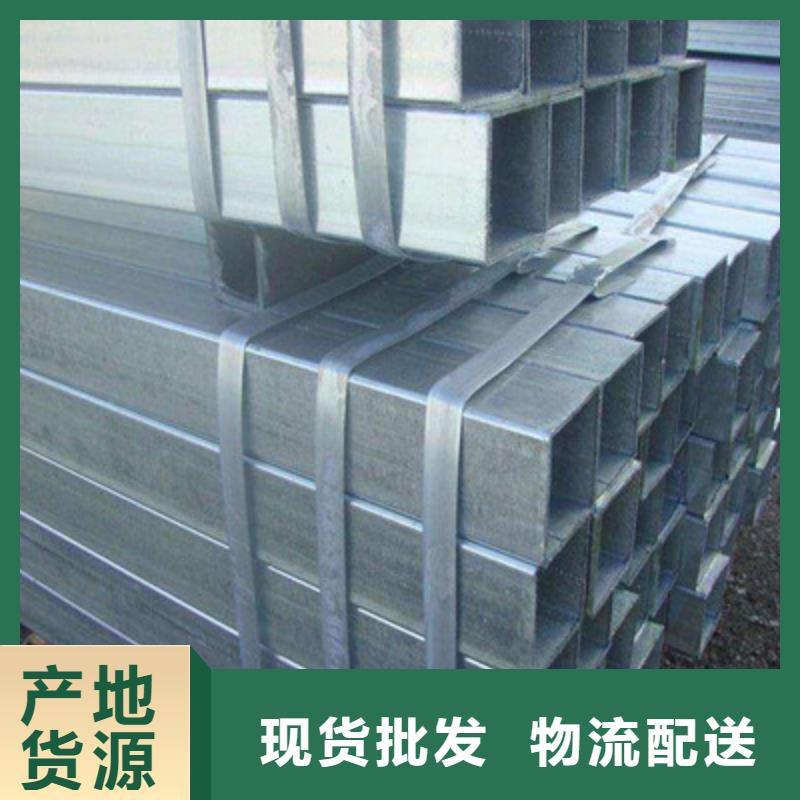
方管,是方形管材的一種稱呼,也就是邊長相等的的鋼管。它是以Q235熱軋或冷軋帶鋼或卷板為母材經(jīng)冷彎曲加工成型后再經(jīng)高頻焊接制成的方形截面形狀尺寸的型鋼。
下面,就由小編我來向大家介紹一些關(guān)于方管保存方法的相關(guān)性知識(shí):
首先,我們應(yīng)選擇一個(gè)適宜的場地或庫房來作為方管的存放地點(diǎn),應(yīng)選擇在清潔干凈、排水通暢的地方,存放時(shí)不得與酸、堿、鹽、水泥等對方管有侵蝕性的材料堆放在一起。
其次,在存放方管時(shí)我們要注意堆疊,在保證的情況下,注意垛底的墊高、堅(jiān)固和平整這三個(gè)關(guān)鍵點(diǎn),不同品種規(guī)格材質(zhì)的分開存放,人工作業(yè)的不超過1.2m,機(jī)械作業(yè)的不超過1.5m,垛寬不超過2.5m。
產(chǎn)品細(xì)節(jié)安徽蚌埠耐候鋼板產(chǎn)品生產(chǎn)注重細(xì)節(jié),精心選擇原材料,精湛的安徽蚌埠耐候鋼板生產(chǎn)流程
安徽蚌埠耐候鋼板每道工序把關(guān)到位,多年安徽蚌埠耐候鋼板行業(yè)經(jīng)驗(yàn)生產(chǎn)效率高
安徽蚌埠耐候鋼板源頭廠家,出廠價(jià)直接給到客戶,經(jīng)久耐用,性能穩(wěn)定
產(chǎn)品實(shí)拍圖企業(yè)介紹安徽蚌埠法爾克貿(mào)易有限公司擁有 耐候鋼板領(lǐng)域‘’十余年‘’服務(wù)經(jīng)驗(yàn)的團(tuán)體,公司致力打造研發(fā),銷售一體化服務(wù)體系。以技術(shù)開發(fā),運(yùn)行,全國網(wǎng)絡(luò)為基礎(chǔ)。實(shí)現(xiàn)雙方利益化。在消費(fèi)者當(dāng)中享有較高的地位,公司與多家 耐候鋼板原料制造商建立了長期穩(wěn)定的合作關(guān)系。重信用、守合同、保證 耐候鋼板產(chǎn)品質(zhì)量,以提供綜合型解決方案和多品種經(jīng)營特色遵循薄利多銷的原則,贏得了廣大客戶的信任。讓我們攜手與共,共創(chuàng)美好未來!
售后服務(wù)點(diǎn)擊查看法爾克貿(mào)易(蚌埠市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
鍍鋅方矩管送貨上門,法爾克貿(mào)易(蚌埠市分公司)為您提供鍍鋅方矩管送貨上門產(chǎn)品案例,聯(lián)系人:付經(jīng)理,發(fā)貨地:重慶伏牛大道龍文鋼材市場。










